Как собрать обрусевший надежный мотор: или пустите блогера к станку!

По какой-то неведомой мне причине считается, что современные двигатели являются одноразовыми. Оттарахтел несколько лет и выбрасывай его на помойку. Не секрет, что данный миф не лишен аргументированного смысла, но эти неудачные примеры являются только небольшой частью современного рынка. Автолюбители в среднем по 5-10 лет владеют своими машинами и часто покупают их подержанными. . Я уже не один раз затрагивал темы касаемо двигателей Ford. Например в серии материалов «О тех, кого спасло сердце Ford», а также «Эволюция двигателей Ford».
Многие могут сказать, что времена сейчас не те и ресурс современных двигателей значительно снизился. А спасать Форду уже некого… Себя бы удержать «на плаву». Позволю себе не согласиться с подобным утверждением. Для того, чтобы это понять, достаточно поучаствовать процессе рождения нового сердца хотя бы частично. Легко сказать- сложнее сделать. Благо, сегодня автопроизводители, Ford не исключение, открыты для общения с интернет сообществами, что позволяет не только читать, но и осязать некоторую информацию воочию!

Можно ли на территории России качественно собрать двигатель по импортным технологиям, да еще и с локализацией запчастей на 78%? После состоявшегося экскурса по производству, могу сказать однозначно- не только можно, но и нужно. Ford Sollers— это по сути российская компания, которая максимально интегрированна в экономику нашей страны. В РФ производятся 7 моделей: Focus, Mondeo, Explorer, Kuga, Transit (включая мой Tourneo Custom, который временно снят с производства), Fiesta, EcoSport. Почему бы не устанавливать на многие из этих моделей мотор, который собран на соседнем заводе, что позволяет не только снизить его себестоимость в общем? С одной стороны это благо, которое позволяет дать дополнительные рабочие места, тем самым значительно пополнив казну. С другой стороны это продиктовано тем, что автопроизводителей «поставили к стенке» постановлением правительства №166 о локализации производства. Или поднимай эту пресловутую степень локализации до определенного уровня, либо мы лишим тебя налоговых послаблений.

Для начала немного истории. И для кого-то это будет новостью, но первым на эту «тропинку» встал концерн Renault-Nissan, который организовал сборку своих двигателей на базе АВТОВАЗа, следом подключился Volkswagen, а в сентябре 2015 года Ford Sollers начал выпускать двигатели в Елабуге. Российскую родину получил Duratec 1.6 TI-VCT Sigma (102 и 125 лошадиных сил)- это глубоко модернизированный мотор, который выпускается более 15 лет (так называемый Zetek S).

Ключевых фактов в истории создания российского завода Ford по локальной сборке моторов очень много. Я остановлюсь на самых значимых.
— В мае 2013 года был заложен первый камень будущего завода
— С 2013 по 2014 год произошла полная модернизация площадки завода, которая позволила в полной мере использовать будущие мощности
— В конце 2013 года состоялось начало найма новых сотрудников и их обучение
— В августе 2014 года было установлено новое современное оборудование, которое позволяло не только качественно собирать моторы, но и доводить до ума полуфабрикаты запчастей, которые доставлялись на завод в виде «болванок».
— В январе 2015 года завод начал работать в тестовом режиме.
— В сентябре 2015 года производство было торжественно открыто и собранные двигатели начали устанавливаться почти на все модели Ford, производимые на территории РФ (в том числе на конвейерах под Питером и в Набережных Челнах).

Почему был выбран именно Duratec 1.6 TI-VCT Sigma? Ответ очень простой и лежащий на поверхности- этот двигатель пользуется большим спросом в нашей стране. В то же время он является самым простым и надежным в условиях эксплуатации на наших дорогах, при этом сохраняя дешевизну в пост гарантийном обслуживании. Производят его на шести заводах в мире, которые четко соответствуют одному утвержденному стандарту. Согласно ему построены и производство в Елабуге. Всё оборудование импортное и современное (в основном немецкое, английское). Из российского — только режущий инструмент (всего лишь 30%). Автоматизировано производство на 95%. Наверное поэтому на площадях завода можно часто встретить женщин 😉

Сделаю небольшое лирическое отступление… Если я куда-то еду, то стараюсь в обязательном порядке прокатиться по городу и посмотреть на достопримечательности. Основным источником информации в этом случае являются таксисты. И снова мне попался очень разговорчивый "представитель этой древнейшей профессии". У меня было заготовлено всего пара вопросов, которые являлись наверное самыми важными в этой поездке.

— Какое отношение к команде КАМАЗ-Мастер, которую я уже не раз упоминал в своем блоге и не зря. Эти материалы набрали почти рекордное количество просмотров, что совсем не удивительно, ведь мы умеем ценить свои достижения! 1, 2, 3

— Считается ли работа на заводах Ford Sollers достойной и стремятся ли люди трудоустроится в этот концерн?
Если в случае с КАМАЗ-Мастером, которые часто устраивают свои красочные тренировки на берегу реки Кама и являются гордостью Набережных Челнов, ответ был ожидаемым- одни положительные эмоции, то я был немного удивлен ответом на второй вопрос. Это лучшая работа, которую можно найти в Татарстане! Действительно, пообщавшись с работниками на заводе я в этом еще раз убедился. Все в один голос вспоминают о «белой» зарплате, нормированных рабочих днях, возможности комфортно пообедать в столовой (в которой, к слову, смог побывать и я).

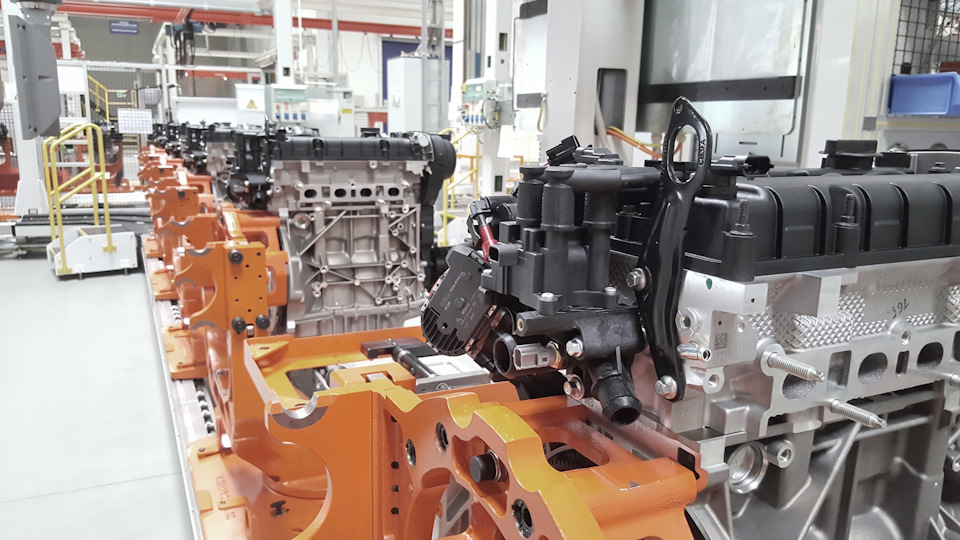
Мне кажется, что я разошелся… Меньше демагогии- больше дела! Основной целью моего присутствия здесь являлось желание посмотреть, потрогать и самостоятельно покрутить гайки. И такую возможность мне предоставил пресс-центр Ford. Всю жизнь ездить на Фордах, участвовать в их пост гарантийном обслуживании (более 15 лет) и ни разу не увидеть рождение главного агрегата, который можно смело назвать сердцем автомобиля? Нет, такое допустить я не могу!

Я был рад, что таки удалось не просто попасть на завод для изучения действующего производства, но увидеть настоящий слаженный процесс работы машин и людей. При этом первые явно доминируют. По первым ощущениям- завод работает не на полную мощность в связи с экономической ситуацией в стране. Я конечно могу ошибаться в своих выводах, однако чтобы получить полноценное представление о происходящем на конвейере этого вполне достаточно. Площадь огромного завода составляет 42600 квадратных метров.
В настоящий момент локализованы основные компоненты двигателя:
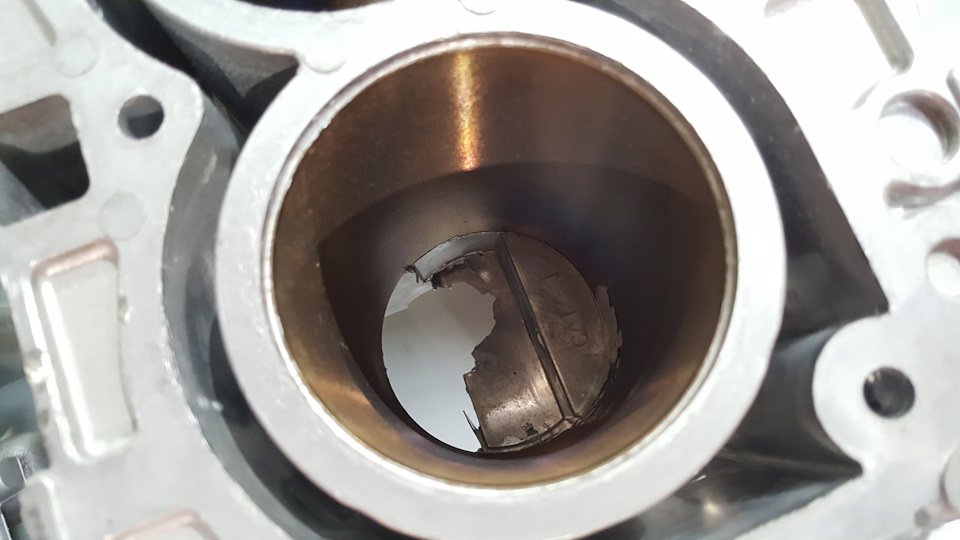
• Блок цилиндров, ГБЦ, крышка коренных подшипников (Литейный завод «РосАЛит» «ЗМЗ»)
• поршень в сборе с кольцами и пальцем (ЗАО «Костромской завод автокомпонентов»)
• свечи зажигания (ООО «Роберт Бош»)
• коленчатый вал (ООО «Автокомпоненты- группа ГАЗ»)
• моторное масло для первой заливки (Лукойл)
При этом алюминий, для производства компонентов, используется исключительно отечественный (ОАО «ОК Русал ТД»


Постоять за станком! Отличный атракцион для того, чтобы понять, что собрать двигатель «криво» не получится. Система автоматизирована, для каждой операции существует правильный гайковерт. Он не позволит прикрутить болты с неправильным усилием или не в той последовательности. Не хочу обидеть работников завода, но можно сказать, что с многими процедурами справится даже ребенок. Если болт был не докручен, то придется выкрутить его полностью и закрутить заново. Если резьба была сорвана, то агрегат либо отправляется в «брак», либо снимается с конвейера для устранения причин «брака» специально обученными и опытными мотористами.

Высокоточные станки обрабатывают «болванки» запчастей, которые поступают от поставщиков, прямо здесь. Очень жаль, что данный процесс снимать не разрешили, так как есть технологии, о который распространяться просто нельзя.

Для многих не секрет, что в двигателях Ford, еще со времен появления такого двигателя как Zetec, не используются гидрокомпенсаторы. Взамен устанавливаются регулировочные стаканчики, которые подбираются компьютерным способом, путем создания матрицы распредвалов, их постели. Точно также подбирается вкладыши коленчатого вала. Данные процессы полностью автоматизированы и только один раз в день, выборочно специально обученный человек может проверить налаженную систему методом замера обычным щупом.
Так же очень интересна система автоматического нанесения герметика на поддоны блока цилиндров. Робот наносит герметик, после чего компьютер фотографирует результат и анализирует качество выполненной работы по изображению. Удивительно то, что компьютеры/роботы проверяют работу людей, а те в свою очередь проверяют их. Такой вот круговорот.
В помещениях завода поддерживается температура 21 градусов по цельсию. Это очень важно при работе с металлами и герметизации узлов герметиков, которые этого требуют по технологии. Частично помещение отапливается за счет традиционного водяного обогрева, в остальном- за счет согревания воздуха (воздушное отопление). При этом в цехах создается избыточное давление отфильтрованного воздуха с определенной влажностью, которое снижает возможность попадания частиц грязи (пыли) извне.

Про идеальную чистоту в помещениях наверное упоминать не стоит? 😉 Но стоит рассказать о том, что Ford использует установки очистки и регенерации жидкостей, применяемых для обработки металлов. Это означает, что производство не только современное, но и экологичное. Даже ливневой воде находится применение, она используется для технических процессов, а металлическая стружка отправляется на переплавку. Забота об окружающем мире- Ford считает это важным!

Так же важным здесь считается безопасность производства. За два года полноценной работы завода не было зарегистрировано ни одного серьезного несчастного случая (не считая царапин и заноз). Пускай этот факт остается неизменным. Как написано на многих рабочих местах- «Ваши дети Вас ждут дома!» Нельзя придумать лучшего аргумента, не правда ли? Защитная одежда, очки, специальная обувь, постоянный инструктаж и проверки, специальные дорожки с пешеходными переходами для персонала и много другое, что не позволит рядовому работнику остаться калекой.

Пора подвести итоги из всего того, что я увидел. Нет причин беспокоиться, что моторы, которые собраны в Елабуге будут уступать по качеству своим импортным родственникам. Главное тому доказательство- два года опыта и довольные клиенты, которые в 80% случаев даже не догадываются где родилось сердце их автомобиля. Человеческий фактор мизерный, а отечественные детали обрабатываются не хуже зарубежных. Главное — продолжать в том же духе, всесторонне контролируя весь технологический процесс.

Обязательно должен отметить, что экскурсия для меня не была каким-то индивидуальным событием. Назовем её небольшой фокусировкой, которая прошла очень красочно и интересно. Знать про свою машину всё- это очень важно. В заключении всего мероприятия, удалось пообщаться с руководством завода. Нас выслушали очень внимательно и все замечания, касаемо эксплуатации главного агрегата, установленного под капотом, были зафиксированы на бумаге. Впечатления нашей группы, о посещении завода, можно почитать непосредственно на форуме Форд Фокус Клуба. Я же, в свою очередь, говорю спасибо всем организаторам, особенно Екатерине Комаровой, за такой познавательный экскурс!
Очень надеюсь, что данная статья Вам понравилась! До новых встреч в моем блоге!
Мой instagram!

Комментарии 668

вы мне не собеседник… кукуевские клоуны с заплывшим салом мозгом ими не являются… усекли ? вам наверное не известно…незалежалую технологии обошли стороной как и гондурас…что в ТСИ и ДСГ многое что изменилось!

Я не буду плеваться в сторону форда, но автор обещал пруфы какие то про надёжность двигателей но их в статье не присутствует. Статья про локализацию производства. А технологии производства и сборки современных двигателей почти одинаковые. Никакого ноу хау тут нет. Алюминиевые двигатели всегда были одноразовыми и двигатель описанный в статье не исключение.

ну вот Вам пример: VAG даёт техзадание LUK разработать маховик для новой модели. Указываются: мощность, крутящий момент, вес автомобиля, и РАЗМЕР КАРТЕРА СЦЕПЛЕНИЯ. LUK производит предварительные рассчёты, и говорит: позвольте! в таких рамкх наша продукция проработает не больше 100 000 км! а ВАГ отвечает: а нас это устраивает!С БОШем, кажется, подобная ситуация была. BMW говорит, вы сделали слишком крепкую помпу, нам не нужны вечные детали. Используйте материалы попроще…Гейтц жаловался: современные технологии и материалы позволяют делать ремни с ресурсом 300 000 км. А автопроизводителя говорят: а нафига?!
То, что в гарантийный период ВАГ не раз и не два меняет моторы на проданных машинах вряд ли говорит о производственном браке, я думаю.
А есть, так называемые, пруфы написанного Вами? Отнюдь не хочу этим сказать, что не верю в это, просто хочу детальнее изучить, чтоб оперировать реальными фактами в дискуссиях на такие темы

Если полистаете мой БЖ, то можете понять, откуда я беру подобную информацию. Вот только она зачастую "для внутреннего пользования", и цитировать её, как полученную официальным путём нам не разрешают. А пару моих тем производители даже просили удалить.

форд…это ф-150…до ф-450…и всё что на этой же базе, всё остальное низкоресурсные помойные вёдра

А какой ресурс должен быть у машины?) лям что-ли, конкретно мой мотор отходил 228000 на фокусе без вскрытия и все ещё работает спокойно) не сопливит со всех щелей как на тех же бмв и летят клапана квкг в морозы) и не плавают обороты как на тазах и не летят катушки) смешно говорить про ведра двигаясь на бэхе у которой мотор один сплошной гемор) я то знаю за м52-54 двигатели)
а при чём тут бмв. мы вроде о фордах говорили…м52-м54…кто-то сам с ноля юзал. хотя спору нет они проблемны а м47n…и м57n…у меня к 600 000…и нормально, опять же это дизеля…
Ну я к тому, что у вас бмв и двигателя на ней тоже не особо надёжны) про дизеля ничего не знаю, хотя знаю есть дизель который лям проехал до м57 который был)) по идее форд палка в двух концах если не следишь за мотором он за 100 000 умрет это сто пудов, если обслуживаешь как положено он будет ездить и ездить, есть форд который за 600 000 проехал без капремонта, врать не буду единственный такой случай только знаю) работаю у официалов сам)
ключевое слово обслуживать…эт наверное всё-таки важно:-)
Хотя бы менять масло вовремя достаточно)

ну так понятно же, что Гольф 3-4 надежнее чем Гольф 5-6. Но не забывайте и скорости выросли и сократилась масса как и дистанция торможения, да и расход уже иной. А электроника? У Гольф3 подкапотку можно было мыть и не париться, сейчас помыв двигатель рискуешь получить кусок алюминия с пластиковыми вставками. А электроника эти все удобства что во время гольф3 были в S-klasse.
Это на сколько же скорость выросла и масса сократилась с времен гольф3))) Не смешите и не порите ерунды. Расход не уменьшился, как и раньше он зависит от правильно накачаных шин больше, чем от двигателя. Электроника, это какая же электроника? Цветной экран? Или на гольфе нет стеклоподъёмников.

Значит ничего не изменилось? И в 80-х ездить под 200 было обыденность? Или навигация и прочие вещи из серии различных ассистентов это вымысел? Сами не порите ерунды, расход собрались шинами регулировать. Действительно зачем дебилы-производители у себя отделы двигателистов держат? Шины бы подкачали по рекомендациям «экспертов» и все в ажуре!
О, я вижу тут Шумахера, который каждый день ездит под 200 и по навигатору на работу домой))) Вы на своем ситроене 200 наберете под горку и при попутном ветре. И удивлю, полно машин из 80х на дороге, еще и неплохо ездящих. Навигатор тот я на Волгу 61 гв в кронштейн поставил и вот он в машине стоит.Какие там у вас еще ассистенты. Из существенного это АБС ЕСП, а больше что-то не сильно вспоминается. А отделы двигателистов на заводах с начала 2000 занимаются экономией для производителя. Ничего особо нового для потребителя не придумано. Кстати вот совет от "эксперта": накачайте шины на бар больше стандарта и посмотрите как изменится расход.
Мы обсуждаем мой ситроен или речь шла о гольфе? Или это влияние вашего пежо с волгой так повляло? Чтоб вас успокоить я спокойно передвигался в Германии со скоростью 185, при максималке 187, горка не понадобилась. Раз вам достаточно навигатора прикрученного в 21-й, замечательно. Если пойти дальше согласно вашим советам — перекачать шины на пару бар больше, так может расход вобще не только стремиться к нулю станет, а и вобще генерировать топливо в бак назад будет.
Но я вашу позицию понял, советами "экспертов" пользоваться не буду — каждый тип шины имеет свои рекомендованные параметры давления, а перекачка или недокачка повышают износ резины в различных вариациях.
А круиз-контроль, темпомат, ограничитель скорости, слежение за полосами — это не важно?
Не надо перекачивать шины- я и так скажу, расход уменьшится на 10 процентов где-то. Круизы и прочее без сомнения нужные штуки, только еще раз повторю, ездить без них можно и легко, что и делают миллионы авто по всему свету. Они не показатель прогресса. Вот то, что куча новых машин не выезжают с сервисов с какими то безумными проблемами, которые и не снились владельцам машин до 2000, это факт. То, что вы спокойно передвигались с максимальной скоростью, это хорошо. Лет пять назад приезжал 605 пыж с убитой в хлам ходовой% его владелец дал машину родственникам для переезда в Киев из Одессы. Они доехали за 3 с половиной часа. Машина конца девяностых, ей к тому времени было в районе 20 лет и она спокойно обошла бы ваш авто на автобане. Так что скорость не показатель прогресса. Моя позиция в том, что прогресс должен быть направлен в первую очередь на увеличение надежности того, что уже есть, а потом уже прибавлять, изменять свистелки-перделки. То, что я вижу каждый день, совсем обратное.
Вы меня не аргументируйте за "савеццку власть" с аргументами кто там обгонит мой автомобиль. Представьте если бы я в общении с кем-то говорил что мой аргумент лучше т.к. мое авто авто обгонит авто оппонента. Напомните мне где я вообще упоминал свой автомобиль.
Я не пойму о чем мы спорим? Я писал что
"понятно же, что Гольф 3-4 надежнее чем Гольф 5-6. Но не забывайте и скорости выросли и сократилась масса как и дистанция торможения, да и расход уже иной. А электроника? У Гольф3 подкапотку можно было мыть и не париться, сейчас помыв двигатель рискуешь получить кусок алюминия с пластиковыми вставками. А электроника эти все удобства что во время гольф3 были в S-klasse"
А теперь давайте разберем что же я такого написал что мне голову морочите насчет надежности новых авто, хотя я всем талдычу что новые помойки ломаются уже на выезде из автосалона.
Итак
Гольф 3-4 надежнее чем 5-6? Есть что тут оспорить?
Скорости выросли? Только честно, выросли?
Масса кузова сократилась из-за применения высокопрочных сталей, алюминия и прочего?только не надо сейчас ля-ля что в общем ничего не изменилось — эта лишняя масса из-за дополнительного оборудования.
Куча всяких электронных наворотов появилась? Появилась и не важно что вы думаете по этому поводу и их необходимость. Когда вы будете проезжать по 70тыс в год вы сможете оценить электронные помощники что я упоминал постом выше.
И не надо приводить кучу авто которые могут обогнать мое и родом из 90-х, поднадоело если честно.
И да, сейчас авто ужасны по качеству, пример Мерса когда он сдуру сделал 123, который не ломался и был жутко надежен показал всем как делать не надо если хочешь делать бизнес. Я вам больше скажу, сейчас все идет к тому что я и вы в своем авто подписку или премиум аккаунт оформлять будете чтобы ездить. Все неймется лишняя денежка в кошельке у простого человека.
Если вам просто голословные утверждения нужны, то вот. Скорости не выросли и более скажу, в Украине конкретно уменьшились как в городе так и за городом. Масса авто одного класса осталась той же или увеличилась и не важно, что в машине сколько весит. Я бы оценил "электронных помощников" если бы каждый день не видел круглые глаза клиентов, о==ших от цены ремонта этих сдохших от кривого глаза помощников. И по расходу- он меньше до первой серьезной поломки, потом расходы на содержание новой тачки стремительно уходят вверх.
Ок, в Украине скорость осталась та же. Я живу уже года три не в Украине, средняя скорость на трассе 120-130, очень редко 110. Без круиза ездить очень тяжело, сколько стоит ремонт даже не знаю / работает все безукоризненно. Лимит скорости для города бесценен, влететь на штраф от 80 до пары сотен евро очень ощутимо. Опять же сколько стоит эта приблуда не знаю, все работает отлично.
Расходы на содержание просто смешные, кроме ТО и замены стёкол лобовых из-за камней на трассе — ничего более. Ездить в таких условиях на старом ведре? Конечно можно, многие имеют гольфа 3-4 или старый клио как «поджопник» доехать в магазин, вывезти собаку погулять в поле.
Опять же вы говорите мне все про надежность а я про полезность нового. Конечно если бы производитель начал делать кевларовые ремни грм, несколькорядные цепи чтоб не растягивались, качественные платы с отличными элементами и несколькими степенями защиты, цинковал кузов с несколькими слоями краски и лака, ставил чугунные блоки и не использовал говнотехнолггии в стиле тси, дсг и т.д. было бы прекрасно. Но ведь речь не об этом, а о том что с 80-х таки многое изменилось, и то что раньше было привилегией премиум сегмента сейчас доступно и обычным пользователям.
бред особенно про ТСИ и ДСГ. писать о том чего не знаешь бред идиота.
О, я вижу тут Шумахера, который каждый день ездит под 200 и по навигатору на работу домой))) Вы на своем ситроене 200 наберете под горку и при попутном ветре. И удивлю, полно машин из 80х на дороге, еще и неплохо ездящих. Навигатор тот я на Волгу 61 гв в кронштейн поставил и вот он в машине стоит.Какие там у вас еще ассистенты. Из существенного это АБС ЕСП, а больше что-то не сильно вспоминается. А отделы двигателистов на заводах с начала 2000 занимаются экономией для производителя. Ничего особо нового для потребителя не придумано. Кстати вот совет от "эксперта": накачайте шины на бар больше стандарта и посмотрите как изменится расход.
«Моторист-конструктор» или как правильно собрать двигатель? ч. 1
Рекомендации о правилах сборки двигателей можно прочитать не только в руководствах по ремонту — их дают многие фирмы — производители запчастей, среди которых — известная в России немецкая фирма Kolbenschmidt. Опыт фирмы по обслуживанию и ремонту двигателей очень интересен и заслуживает того, чтобы с ним познакомить читателей. А начать мы решили со сборки кривошипно-шатунного механизма.
Вначале небольшое, но очень важное замечание.
Сборка двигателя начинается с тщательной мойки и дефектовки деталей, а не с установки коленвала. Следует учесть, что контрольно-измерительные операции на этом этапе отнимают значительно больше времени, чем сам процесс установки и крепления деталей.
Сборка — это комплексный процесс, к которому недопустимо относиться как к простой «отверточной» технологии.
Контроль, контроль. и еще раз контроль
Накопленный опыт работы убеждает в том, что первое, в чем необходимо убедиться, — это соответствие новых вкладышей шейкам коленвала и постелям блока цилиндров. Известно немало случаев, когда ошибка, допущенная при определении номера детали по каталогу, обнаруживалась только в последний момент при ее установке.
Иногда случается и так, что в одном и том же двигателе производители применяют несколько типоразмеров вкладышей. Такая ситуация характерна для моторов Audi-VW, где средний коренной вкладыш может быть как обычного типа с упорными полукольцами, так и с фланцами. Такие вкладыши номинального размера взаимозаменяемы, но фланцевый вкладыш ремонтного размера отличается большей шириной, что требует дополнительной шлифовки упорных поверхностей коленвала.
Встречаются и другие несовпадения: иное расположение замков на вкладышах, несовпадение смазочных отверстий, иной материал при сохранении основных размеров. В отдельных случаях подобные несоответствия несущественны, и вкладыши вполне допустимо использовать в конкретном двигателе, но иногда ошибки при контроле вкладышей могут привести к выходу двигателя из строя. Кроме того, эти ошибки влекут большие потери времени.
Что еще важно проконтролировать? Посадку вкладыша в постель: вкладыш должен иметь необходимые распрямление (разница между размером вкладыша по разъему и диаметром отверстия постели) и выступание (разность длин вкладыша и полуокружности постели). Распрямление обеспечивает плотное прилегание вкладыша к поверхности постели, а выступание гарантирует натяг вкладыша после затягивания болтов крышки подшипника, что дает плотный контакт вкладыша (в первую очередь тепловой) с отверстием и правильную геометрию подшипника.
Конечно, контролируются отверстия постелей, которые измеряются в 3-х плоскостях — два измерения (А и В) проводятся на угловом расстоянии %25o от плоскости разъема, а третье (С) — перпендикулярно ей. Далее находится среднее значение (А+В)/2 и сравнивается с величиной С — разница показывает некруглость отверстия (допустимая некруглость 0,016-0,022 мм).
Аналогичным образом контролируется отверстие подшипника с установленными в постели вкладышами. Данное измерение используется для точного определения зазора между внутренней поверхностью отверстия и шейкой вала (зазор должен составлять в среднем 0,04-0,07 мм). Для этих измерений необходим нутромер, измерять которым внутренние размеры вкладышей следует с осторожностью: мягкий рабочий слой вкладыша легко повредить. В дополнение к этому следует проконтролировать несоосность постелей в блоке, величина которой не должна превышать 0,02 мм для соседних отверстий (самый простой способ — с помощью лекальной линейки).
Как проверить коленвал?
Контроль коленчатого вала не менее важен, чем контроль отверстий подшипников. Необходимо убедиться в отсутствии трещин на шейках вала. Крупные трещины видны невооруженным глазом, но обнаружить микротрещины можно только специальными приборами, например магнитным дефектоскопом. Экономия при проверке коленчатого вала «себе дороже» — цена повторного ремонта двигателя в сотни раз выше цены проверки.
Что еще? Очевидно, качество поверхности шеек. Их шероховатость не должна превышать 0,2 мкм (речь идет о среднем арифметическом значении шероховатости Ra). На некоторых двигателях после шлифования дополнительно требуется полирование. Кроме того, иногда после шлифования на краях смазочных отверстий образуются заусенцы, способные сразу же испортить рабочую поверхность вкладышей (заусенцы легко заглаживаются при полировке). Все эти особенности в полной мере относятся и к упорным поверхностям вала.
Очень важный параметр — твердость шеек коленвала.
В том случае, если мы имеем дело с чугунным коленвалом, особых проблем с твердостью не возникает. Рабочие поверхности таких валов закаливаются на заводах токами высокой частоты на глубину до 2-3 мм. Этого вполне достаточно для сохранения твердости при ремонтной шлифовке до 1 мм.
На практике встречаются валы (в частности, стальные) с азотированными шейками, у которых толщина упрочненного слоя во много раз меньше. Поэтому ремонтное уменьшение размеров шеек для таких валов ограничено, как правило, величиной 0,25 мм. Кроме того, при перегреве азотированная поверхность разупрочняется. Выход один — повторное химико-термическое упрочнение рабочих поверхностей.
Обязательная операция — измерение геометрии самого вала и размеров шеек. Каждую шейку вала измеряют микрометром в нескольких плоскостях, чтобы определить диаметр, соблюдение допусков (отклонения не более 0,016-0,022 мм) и возможные отклонения от цилиндричности (в среднем не более 0,005 мм). Затем вал устанавливается на призмы и с помощью индикатора проверяется биение коренных шеек и вспомогательных поверхностей (допустимое биение — от 0,01 мм до 0,08 мм). Еще один очень важный параметр — непараллельность шатунных и коренных шеек, от которого зависит надежность и долговечность шатунных подшипников, измерить в условиях СТО практически невозможно. Этот параметр должен проверяться при шлифовке вала.
Наконец, заключительная проверка качества ремонта коленвала — измерение радиусов галтелей.
К сожалению, многие шлифовщики пренебрегают теми требованиями, которые изготовители некоторых иностранных моторов предъявляют к галтелям. И напрасно — известно немало печальных случаев поломки валов с сильно «подрезанными» при шлифовке галтелями. Но и большие радиусы галтелей тоже «не подарок» — можно повредить края вкладышей.
На этом контрольные операции не заканчиваются. Очень важное значение имеет состояние болтов крышек подшипников, работающих при больших знакопеременных нагрузках. А на таких режимах возрастает вероятность усталостного разрушения, особенно при наличии механических повреждений — рисок, царапин, забоин. Болты с «угловой» затяжкой, работающие на пределе текучести, требуют обязательной замены в случае, если их длина или диаметр не соответствуют рекомендациям изготовителей.
Наконец, все проверено, и можно приступать к сборке.
Как поставить коленвал?
Сама по себе сборка намного проще контрольных операций. В самом деле, для этого надо установить вкладыши в постели, смазать их поверхность маслом, «уложить» коленвал, поставить крышки и затянуть, приложив рекомендованный момент. Однако и здесь есть свои тонкости.
К примеру, как правильно нанести масло на поверхность вкладышей? Простой вопрос, а между тем нередко именно здесь совершаются ошибки. Некоторые мотористы предпочитают пользоваться кисточкой, другие вообще привыкли смазывать вкладыш пальцем. Оба способа не годятся — вместе с маслом на поверхность вкладыша обязательно попадет грязь. Правильный способ может быть только один: смазка из масленки.
А каким маслом смазывать подшипники? Ответ многих механиков — моторным. Однако наберемся смелости посоветовать использовать более густое трансмиссионное масло — при первых оборотах двигателя оно лучше защитит от возможных задиров и прихватов в подшипниках.
Затягивать крышки подшипников надо по инструкции завода-изготовителя — это очевидно. Однако в инструкциях не всегда указывается, как затянуть болты, если их момент затяжки, к примеру, около 9-10 кГм? По одному и сразу до рабочего момента? Нет, принята иная схема, если нет других данных. Сначала один болт заворачивается до «касания», а затем второй — до половины заданного момента. Далее окончательно затягивается первый болт, а после него — второй. Тем самым исключаются перекосы крышек и обеспечивается их равномерная затяжка.
Когда коленчатый вал уже установлен в блоке, необходимо проверить его осевой зазор. Это легко сделать с помощью индикаторной стойки, закрепив ее на торце блока. Зазор, проверяемый перемещением вала вперед-назад при помощи рычага, не должен быть ни чрезмерно большим (более 0,2 мм), ни слишком малым (менее 0,05 мм).
Шатунные подшипники собираются аналогично коренным, но необходимо следить за тем, чтобы при посадке шатуна на шейку шатунные болты не повредили ее поверхность. Для этого на болты полезно надеть пластиковые либо резиновые колпачки или отрезки подходящего шланга. И, конечно, при сборке надо строго контролировать положение крышки относительно шатуна — случаи ошибочной установки крышки подшипника «наоборот» тоже известны.
Ну вот, сборка двигателя закончена, установлен поддон картера, головка блока, привод ГРМ, агрегаты. Однако масла во внутренних каналах вала нет, и после запуска потребуется немало времени, пока оно поступит к подшипникам.
А этого времени может вполне хватить для повреждения подшипников.
Исключить подобные неприятности несложно, достаточно закачать масло под давлением в систему смазки через переходник, устанавливаемый вместо масляного фильтра, либо через резьбовое отверстие датчика давления масла.
Рассматривая технологию сборки кривошипно-шатунного механизма, легко убедиться, что контрольно-измерительные операции действительно занимают большую часть времени. Сама сборка сродни хирургической операции — все работы необходимо делать в чистоте и аккуратно, тщательно контролируя каждый этап. Иными словами, собрать двигатель не так легко, как кажется на первый взгляд. Да и времени уходит уйма. Но это вполне разумная плата за то, чтобы подшипники двигателя служили надежно и долго. А попытка сэкономить обречена на провал, придется платить позднее, но намного больше. Но это уже другая «технология».
Моторист-конструктор, или как правильно собрать двигатель
Знакомство с опытом и рекомендациями немецкой фирмы Kolbenschmidt по сборке двигателя позволяет сделать следующий вывод: грамотно собрать двигатель способен только моторист, владеющий технологиями ремонта его деталей. Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
Ремонт и сборка головки блока, как, впрочем, и других узлов двигателя, начинается с проведения необходимых измерений и проверок. Причем особое внимание необходимо уделять именно седлам клапанов.
Зачем это нужно?
Седло клапана — едва ли не самый ответственный элемент головки блока, в чем легко убедиться, анализируя условия работы клапана. Одно из главных условий — это надежное уплотнение сопряжения клапана с седлом, при котором утечки газов из камеры сгорания минимальны, а компрессия — максимальна. Выполнение этого условия одновременно означает обеспечение хорошего теплового контакта клапана с седлом. Другими словами, плотное прилегание клапана к седлу позволяет отводить тепло от нагретой горячими газами тарелки через седло в головку блока, охлаждаемую жидкостью. И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
Очень важно, чтобы герметичность сопряжения сохранялась в течение всего срока службы двигателя. Это достигается приданием уплотняющим фаскам седла и клапана специального профиля, компенсирующего износ сопряженных поверхностей. Кроме того, правильная геометрия седла уменьшает сопротивление при впуске топливовоздушной смеси и выпуске отработавших газов, учитывая экономические и мощностные показатели двигателя.
Вполне естественно, что в процессе эксплуатации седла и фаски клапанов изнашиваются. Нередки и более серьезные дефекты седел, которые удается обнаружить при тщательном контроле головки блока.
Как проверить седло?
Прежде чем приступить к проверке, необходимо тщательно очистить поверхность камер сгорания и седел — под слоем нагара могут скрываться трещины. Особое внимание следует обратить на «отмытые» от нагара в процессе работы двигателя поверхности камер, резко отличающиеся от других камер по цвету: именно здесь наиболее вероятно обнаружение всяческих сюрпризов.
В зависимости от характера дефектов принимается решение о ремонте старых седел или необходимости замены их на новые.
Менять седло необходимо в следующих случаях:
- обнаружена трещина в стенке камеры сгорания, и предполагается ремонт головки блока сваркой;
- есть подозрение на ослабление посадки седла в головке;
- вокруг внешнего диаметра седла наблюдаются следы коррозии;
- на седле обнаружена трещина или имеются следы его обгорания;
- большой износ седла, ведущий к его чрезмерному «углублению» при ремонте.
Последний дефект может привести к тому, что тарелка клапана сильно «провалится», и стержень клапана выдвинется вверх, нарушив работу гидротолкателя.
Если один из указанных дефектов обнаружен, необходимо заменить дефектные седла, строго соблюдая технологию замены. Такая технология рекомендована, в частности, фирмой Kolbenschmidt.
Вообще говоря, замена седла — операция несложная и может быть выполнена несколькими способами.
Вначале необходимо удалить старое седло. Для этого удобнее всего использовать специализированный станок для ремонта головок блока, хотя вполне допустимо использовать универсальное станочное оборудование (расточной или фрезерный станок) или даже ручные приспособления для ремонта седел.
Перед обработкой с помощью направляющего стержня (пилота) головка блока устанавливается на станке так, чтобы обеспечить соосность отверстия направляющей втулки и режущего инструмента. Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.
Гнездо седла желательно расточить для обеспечения его соосности с направляющей втулкой. В головках двигателей старых конструкций, имеющих толстые стенки, допустимо обработку гнезда не проводить, если его поверхность не имеет дефектов и чрезмерных отклонений от цилиндричности.
При наличии трещин в головке блока их разделывают и заваривают, и лишь после обработки сварных швов растачивают гнезда для седел. В подобных случаях обязателен и контроль на герметичность рубашки (опрессовка) головки — его также необходимо делать при любом подозрении на наличие скрытых трещин.
Сама опрессовка — операция не сложная, однако достаточно трудоемкая. Ее проводят в горячей воде сжатым воздухом под давлением 5-6 атм — обычно этого достаточно, чтобы пузырьки в местах скрытых трещин сделали их видимыми.
При растачивании гнезда на станке следует придерживаться определенных режимов резания: для чугунных головок — 100-250 об/мин без масла, а для алюминиевых — 400-600 об/мин с маслом. После обработки диаметр гнезда у двигателей прошлых лет выпуска должен быть в среднем на 2,5 мм больше диаметра тарелки клапана, а глубина — 4,5-6,5 мм. У новых моторов диаметр гнезда под седло может и не превышать диаметра тарелки из-за недостаточной толщины стенок.
Новые седла изготавливаются из специальных чугунов или спеченных материалов. Некоторые фирмы выпускают заготовки седел в виде труб с соответствующими наружным и внутренним диаметрами либо уже готовые седла с увеличенным наружным диаметром.
Материал седла имеет решающее значение для долговечности и надежности двигателя. Поэтому некоторые производители (включая фирму Kolbenschmidt) выпускают седла из специальных материалов. Так, для высоконагруженных моторов находит применение композиционный материал — высокодисперсный карбид вольфрама, распределенный в матраце из инструментальной стали. По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо- и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
При изготовлении седла важно выдержать натяг (в среднем 0,1-0,15 мм) по наружному диаметру и «не промахнуться» с внутренним диаметром, который обычно меньше диаметра тарелки клапана на 2,5 мм. Кроме того, необходимо выполнить на седле заходную фаску, исключающую задир гнезда при установке седла.
Установка седла — наиболее ответственный этап работы. Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
Для облегчения установки седла головку блока следует подогреть до 180-200oС, а само седло охладить в жидком азоте или углекислоте. Запрессовка осуществляется ударным способом и быстро, чтобы до ее окончания не произошло выравнивание температуры деталей.
Как поправить седло?
Изношенное или замененное седло обрабатывается для придания ему соответствующего профиля. Очевидно, этот профиль должен соответствовать форме тарелки клапана, иначе возможны негерметичность сопряжения, перегрев и разрушение тарелки и седла клапана.
Поверхность контакта тарелки с седлом должна располагаться на расстоянии 0,4-0,8 мм от наружного диаметра тарелки. Приближение поверхности контакта к кромке тарелки улучшает перенос тепла от клапана в седло. Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
Чтобы добиться требуемого профиля седла, рекомендуется вначале обрабатывать основной угол седла (его обычно делают на 0,5-1o меньше угла фаски клапана, чтобы ускорить приработку клапана к седлу), затем — верхний угол для обеспечения высоты рабочей фаски седла, после чего — угол, примыкающий к поверхности камеры сгорания, обеспечивающий нужный диаметр седла.
Очень важна ширина рабочей фаски седла. Обычно для впускных седел ширина рабочей фаски составляет 1,0-1,5 мм, для выпускных — 1,5-2,0 мм. Для седел 16-клапанных моторов, имеющих диаметр тарелки менее 31-32 мм, ширину фаски можно уменьшить в 1,5-2 раза. При увеличении ширины фаски (и, соответственно, площади контакта) улучшается охлаждение тарелки, но труднее обеспечить герметичность. Последнее может вызвать утечки горячих газов и прогар седла или клапана. Напротив, узкая фаска отлично уплотняет, но срок службы клапана и седла сокращается из-за высоких механических нагрузок и температур на поверхностях контакта.
Для качественной обработки седел применяют разные методы: шлифовку, расточку специальными фрезами и резцами — вручную или на специализированных станках.
Наиболее простой способ обработки — твердосплавными ручными фрезами («шарошками»). Купить этот недорогой отечественный инструмент сейчас можно во многих местах.
В результате обработки профиль седла получается несколько упрощённым, наблюдается незначительная неконцентричность седла и оси отверстия направляющей втулки. Все это, а также невысокая чистота и следы «дробления» инструмента требуют последующей притирки.
Прекрасные результаты дает использование инструмента американской фирмы NEWAY. На нём твёрдосплавные резцы имеют несколько режущих кромок и могут регулироваться по диаметру. Такой инструмент обладает достаточной универсальностью и обеспечивает хорошую точность и чистоту поверхности, которая не требует последующей притирки. Простота NEWAY делает его привлекательным для использования в условиях СТО.
Самые широкие возможности даёт обработка профильным резцом. В этом случае геометрия седла заложена в профиле самого инструмента. Ошибок и неточностей здесь уже быть не может. Сёдла получаются в точности такими, какими их спроектировали конструкторы мотора. Более того, все сёдла получаются одинаковыми, а для работы мотора это немаловажный момент. Проводить такую обработку позволяют не только специализированные станки, но и относительно недорогие установки с ручным приводом, выпускаемые иностранными фирмами.
Аналогичные возможности имеет и отечественная установка «Механика-2». Основой конструкции является самоустанавливающийся шпиндель с микроподачей.
Обработка сёдел на такой установке идёт минимум в три раза быстрее, чем ручными шарошками, за счёт одновременной обработки всех фасок седла, причем можно получить профиль любого сечения, а также удалить изношенное седло и обработать гнездо под запрессовку нового. Последнее весьма удобно при производстве тюнинговых и спортивных ГБЦ с «радиусным» профилем и увеличенным диаметром седла.
В промышленном ремонте используются специализированные «головочные» машины. В России такие станки пока не выпускаются, а из импортных моделей популярны SUNNEN, SERDI, BERCO и AMC. Такое оборудование позволяет выполнять любые необходимые операции и обрабатывать или заменять сёдла и направляющие на любых ГБЦ. Шпиндельная часть станка свободно перемещается по станине на воздушной подушке, что облегчает самоцентрирование резца.
Точность обработки седла на указанном оборудовании очень высока, что обеспечивает хорошую герметичность клапана после сборки узла. Напротив, после обработки недорогим ручным инструментом рабочая фаска седла нередко не концентрична оси отверстия направляющей втулки (несоосность более 0,02 мм), а поверхность фаски оказывается некруглой или имеет характерное «дробление». Тогда приходится прибегать к дополнительной операции — притирке клапана к седлу.
Притирка хорошо освоена и широко применяется на большинстве отечественных СТО. Более того, в некоторых мастерских весь процесс ремонта седел вообще ограничивают одной притиркой, получая в результате совершенно произвольную форму сопряжения седла и клапана. Зарубежные фирмы притирку не рекомендуют ни в каком виде, на что есть весьма серьезные причины.
Действительно, при высокой точности обработки, характерной для импортного оборудования, притирка не нужна. В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.
После тщательной мойки всех деталей проводят контроль герметичности клапанов. Быстрее всего эта проверка выполняется на специализированных вакуумных установках. Однако результат не всегда достоверен — усилие прижатия тарелки к седлу достаточно велико, и некоторые погрешности обработки (в частности, несоосность стержня и фаски клапана или отверстия направляющей втулки и седла) могут быть не замечены. На наш взгляд, даже простая проверка прилегания клапана «по краске» более достоверна. В некоторых мастерских герметичность клапанов проверяют, наливая в камеру керосин, но это сложнее и дольше.
Последняя проверка — на «выступание» стержня клапана — необходима в основном для двигателей с гидротолкателями. Если тарелка слишком сильно выступает в камеру сгорания, его стержень «утоплен», и гидротолкатель не выберет зазора в приводе — не хватит хода плунжера. Такая ситуация возможна после установки новых седел. При ремонте старых седел возможно «проваливание» тарелок, при котором клапаны после сборки головки могут зависнуть в открытом положении, уперевшись в полностью сжатые гидротолкатели.
Что еще надо сделать?
Безусловно, отремонтированная головка блока перед сборкой должна иметь ровную привалочную плоскость. Восстанавливается плоскость обработкой на плоскошлифовальном или фрезерном станках, но наилучшие результаты дает обработка на специализированном станке (такое оборудование выпускается рядом зарубежных фирм). Определенную сложность представляет обработка головок дизельных двигателей с форкамерами. Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
Строго говоря, форкамеры должны иметь выступание над поверхностью ГБЦ в пределах 0,02-0,05мм. Соблюдение этого требования значительно усложняет работу: необходимо удаление форкамер, затем обработка ГБЦ по плоскости, затем запрессовка новых форкамер в головку прямо на столе шлифовального станка, а уже затем обработка только поверхности форкамер. На практике «хорошо сидящие» в головке блока форкамеры лучше без острой необходимости «не беспокоить». Их выступание при обработке плоскости получится само, за счёт «отжатия» инструмента — с твёрдой стенки форкамеры станок снимет меньше металла, чем мягкого материала головки.
Итак, все сделано — отремонтировано, восстановлено, проверено, промыто. Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
Перед установкой клапанов в головку необходимо смазывать их стержни маслом, а при установке маслосъемных колпачков не стоит забивать их «со всей ненавистью» — на некоторых двигателях колпачки не имеют упора и легко могут оказаться порваны.
В остальном сборка головки блока обычно не вызывает затруднений. Перед установкой головки на блок цилиндров желательно повернуть распределительный вал в положение, соответствующее ВМТ 1-го цилиндра, а поршни поворотом коленвала несколько отвести от ВМТ, чтобы не погнуть клапаны. Осталось смазать болты головки блока, затянуть их и точно установить фазы газораспределения.
(Журнал «Автомобиль и сервис», апрель 2001)
ДМИТРИЙ ДАНЬШОВ, директор фирмы «Механика», АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук