Классификация смазок по NLGI
 Категория качества автомобильных смазок NLGI
Категория качества автомобильных смазок NLGI
Обозначения
Обязательные испытания при определении категорий NLGI
Классификации NLGI
Категория качества автомобильных смазок NLGI
NLGI LA • NLGI LB • NLGI GA • NLGI GB • NLGI GC
Смазки категории NLGI LA
Используются для смазывания элементов ходовой части и шарнирных соединений легковых автомобилей и других транспортных средств с легким режимом работы.
Требования к качеству
Смазки должны удовлетворительно смазывать элементы ходовой части и шарнирные соединения при частой замене смазки (в легковых автомобилях через каждые 3200 км или чаще). Смазки должны быть стойкими к окислению и изменению консистенции, а также охранять шарниры и другие элементы ходовой части от коррозии и износа в условиях малой нагрузки. Обычно рекомендуются смазки консистенции NLGI 2, но так же могут быть использованы смазки и других степеней NLGI.
Смазки категории NLGI LB
Используются для смазывания элементов ходовой части и шарнирных соединений легковых автомобилей, грузовиков и других транспортных средств, работающих в условиях как легкого, так и тяжелого режима. Тяжелым называется такой режим, когда большой интервал замены смазки, большие нагрузки, вибрации, воздействие воды или других загрязнений. Это смазки высшего качества для ходовой части.
Требования к качеству
Смазки должны удовлетворительно смазывать элементы ходовой части и шарнирные соединения при температуре от -40 до +120 С при продленном интервале замены смазки (в легковых автомобилях более 3200 км). Смазки должны быть стойкими к окислению и изменению консистенции, а также охранять элементы ходовой части и шарниры от коррозии и износа, даже под воздействием грязи и больших нагрузок. Обычно рекомендуются смазки консистенции NLGI 2, но так же могут быть использованы смазки и других степеней NLGI.
Смазки категории NLGI GA
Используются для смазывания подшипников колес легковых автомобилей, грузовиков и других транспортных средств, работающих как в легком режиме при частой замене смазки в обычных условиях эксплуатации.
Требования к качеству
Смазки должны удовлетворительно смазывать подшипники при ограниченной температуре от -20 до +70 С. Дополнительных требований нет.
Смазки категории NLGI GB
Используются для смазывания подшипников колес легковых автомобилей, грузовиков и других транспортных средств, работающих как в легком, так и в умеренном режиме. Умеренный режим — это обычные условия эксплуатации, которые бывают у большинства машин.
Требования к качеству
Смазки должны удовлетворительно смазывать в широком интервале температур от -40 , до +120 и даже до +160 С. Смазки должны быть стойкими к окислению, испарению, изменению консистенции, хорошо защищать подшипники от коррозии и износа. Обычно рекомендуются смазки консистенции NLGI 2, но так же могут быть использованы и смазки других степеней NLGI — NLGI 1 и NLGI 3.
Смазки категории NLGI GC
Используются для смазывания подшипников колес легковых автомобилей, грузовиков и других транспортных средств, работающих как в легком, так и в тяжелом режиме. Тяжелый режим встречается в машинах, подшипники которых нагреваются до высокой температуры. Это транспортные средства с дисковыми тормозами, которые работают в «стоп-старт» режиме (автобусы, такси, городские полицейские автомобили и т.д.) или в режиме тяжелого торможения (буксировка, тяжелая езда в горах и т.д.). В настоящее время это смазки высшего качества для подшипников колес.
Требования к качеству
Смазки должны удовлетворительно смазывать в широком интервале температур от -40 , до +160 и даже до +200 С. Смазки должны быть стойкими к окислению, испарению, изменению консистенции, хорошо защищать подшипники от коррозии и износа. Обычно рекомендуются смазки консистенции NLGI 2, но так же могут быть использованы и смазки NLGI — NLGI 1 и NLGI 3.
Обозначения
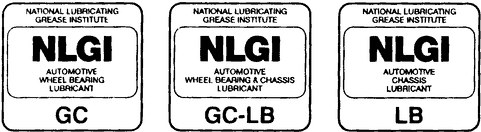
Для обозначения категорий смазок, NLGI использует знак – символ NLGI, который присваивается лишь смазкам наивысшей категории: GC, LB и GC-LB (рис. 1). Смазки других категорий этим знаком не обозначаются, только на этикетке или в описании обычно указываются символы категории NLGI GA, NLGI GB, NLGI LA. В Европе американская система обозначения автомобильных смазок, основанная на назначении, пользуется редко, а аналогичной европейской системы нет.
Рис. 1. Знаки соответствия категориям NLGI.
Обязательные испытания при определении категорий NLGI
Термины свойств пластичных смазок
Загуститель (мыло) — это компонент, который удерживает масло и/или присадки вместе, обеспечивая тем самым рабочие свойства пластичной смазки. Загуститель производится на основе мыла либо других веществ. От типа загустителя зависят свойства смазки. В качестве загустителей используются литиевые, кальциевые, натриевые, бариевые или алюминиевые мыла. Кроме того, используются органические или неорганические вещества — полимочевина, силикагель и глина бентонит.
Базовое масло
Базовое масло — это масло, которое входит в состав пластичной смазки и обеспечивает смазывание в рабочих условиях. Наиболее часто в качестве базового применяется минеральное масло. Синтетические масла применяются только для очень специфических условий работы, например, для работы при очень низких или очень высоких температурах. Базовое масло обычно составляет более 70% от общего объема пластичной смазки.
Вязкость базового масла
Вязкость базового масла — это сопротивление сдвигу слоев жидкости, обычно характеризующееся кинематической вязкостью, которая определяется как время, необходимое для вытекания определенного объема жидкости через стандартное отверстие при заданной температуре. Кинематическая вязкость смазочных масел обычно определяется при +40 °C (иногда при +100 °C) и измеряется в 1мм2/с=сСт (Сантистокс).
Присадки
Присадки необходимы для придания пластичной смазке определенных свойств (например, антиизносных, антикоррозийных, антифрикционных и антизадирных), предотвращающих повреждения подшипников при граничном и смешанном смазывании.
Консистенция/пенетрация
Мера «густоты» пластичной смазки. Консистенцию пластичной смазки классифицируют согласно классам NLGI (Национальный Институт Пластичных Смазок США). Консистенция определяется пенетрацией (глубиной погружения) стандартного конуса в исследуемую смазку при температуре +25 °C за пять секунд. Пенетрация измеряется по шкале с шагом 0,1 мм; более “мягкие” смазки имеют большую величину пенетрации. Данный метод регламентирован стандартами DIN ISO 2137.
Классификация пластичных смазок по классу консистенции NLGI
| Класс NLGI | Пенетрация (10-1 мм) | Состояние при комнатной температуре |
|---|---|---|
| 000 | 445 — 475 | очень жидкая |
| 00 | 400 — 430 | жидкая |
| 0 | 355 — 385 | полужидкая |
| 1 | 310 — 340 | очень мягкая |
| 2 | 265 — 295 | мягкая |
| 3 | 220 — 250 | полутвердая |
| 4 | 175 — 205 | твердая |
| 5 | 130 — 160 | очень твердая |
| 6 | 85 — 115 | сверхтвердая |
Система классификации DIN 51825
Пластичные смазки подшипников качения могут быть классифицированы в соответствии с DIN 51825.
Объяснения по коду KP2G-20 даны в приведенных далее таблицах. DIN 51825 — например: KP2G — 20
Область применения DIN 51825
- K=Смазка для подшипников
- G=Смазка для закрытых узлов
- OG=Смазка для открытых узлов
- M=Смазка для пары подшипник/уплотнение
Дополнительная информация
- P=Присадки EP
- F=Твердые смазки
- E=Эфиры
Класс NLGI
2 (см. классификацию NLGI)
Верхняя рабочая температура и устойчивость к воде
G (см.следующую таблицу)
Нижняя рабочая температура
-20 -20 °C
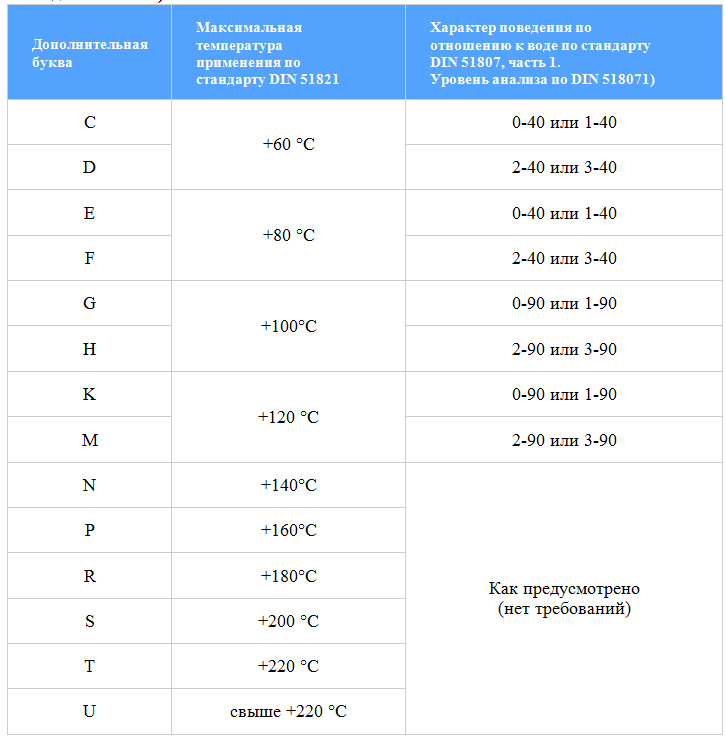
Третья литера в обозначении
| Литера | Верхняя рабочая температура (°C) | Устойчивость к воде DIN 51807 |
|---|---|---|
| C | +60 | 0 — 40 до 1 — 40 |
| D | +60 | 2 — 40 до 3 — 40 |
| E | +80 | 0 — 40 до 1 — 40 |
| F | +80 | 2 — 40 до 3 — 40 |
| G | +100 | 0 — 90 до 1 -9 0 |
| H | +100 | 2 — 90 до 3 — 90 |
| K | +120 | 0 — 90 до 1 — 90 |
| M | +120 | 2 — 90 до 3 — 90 |
| N | +140 | Нет требований |
| P | +160 | Нет требований |
| R | +180 | Нет требований |
| S | +200 | Нет требований |
| T | +220 | Нет требований |
| U | >+220 | Нет требований |
Температура каплепадения
Температура каплепадения — это температура, при которой пластичная смазка начинает свободно стекать с образованием капель, измеряется по стандарту DIN ISO 2176. Температура каплепадения не является допустимой рабочей температурой пластичной смазки.
Механическая стабильность
Консистенция смазки подшипников качения не должна значительно меняться в процессе работы. Для оценки механической стабильности пластичной смазки в зависимости от условий работы применяется описанный ниже тест.
Продолжительная пенетрация
Образец пластичной смазки помещается в пенетрометр, после чего осуществляется 100 000 погружений конуса. Затем измеряется пенетрация пластичной смазки. Изменение пенетрации пластичной смазки после 60 погружений и после 100 000 погружений измеряется в 10-1 мм.
Стабильность при перекатывании
Консистенция пластичных смазок при качении не должна изменяться в течении всего срока службы подшипников. Оценку стабильности консистенции при перекатывании проводят, помещая заданное количество смазки в цилиндрический сосуд, внутрь которого помещают ролик, соприкасающийся со стенкой сосуда. Цилиндр с роликом вращается в течение 2 часов при комнатной температуре. Данный метод регламентирован стандартом ASTM D 1403. В SKF модифицировали эту методику, изменяя условия испытаний в соответствии с условиями эксплуатации и увеличивая время испытания до 72 или 100 часов при 80 или 100°C. После окончания испытаний пластичная смазка охлаждается до комнатной температуры, затем оценивается ее пенетрация. Изменение пенетрации до и после испытаний измеряется в 10-1 мм.
Испытания на машине SKF V2F
Пластичная смазка испытывается на механическую стабильность следующим образом: Испытательная машина состоит из железнодорожной буксы, подверженной ударной нагрузке от падающего груза. Частота падения — 1 Гц, ускорение — 12-15 g. Испытания проводятся на двух частотах вращения — 500 и 1000 об/мин. Пластичная смазка вытекает из буксы через лабиринтные уплотнения и собирается в специальном лотке. Если после 72 часов испытаний при 500 об/мин вытекло менее 50 грамм смазки, проводятся следующие 72 часа испытаний при 1000 об/мин. Если за время двойного испытания ( 72 часа при 500 об/мин и 72 часа при 1000 об/мин) вытекло не более 150 г пластичной смазки — выставляется оценка “М”. Если смазка выдержала первую часть испытаний (72 часа при 500 об/мин), но не выдержала вторую часть — выставляется оценка “m”. Если утечка составила более 50 грамм после 72 часов при 500 об/мин — выставляется оценка “неудовлетворительно”.
Защита от коррозии
Пластичные смазки должны обеспечивать защиту металлических поверхностей от коррозии. Антикоррозийные свойства пластичных смазок определяются методом SKF Emcor, регламентированным стандартом ISO 11007. При данном методе испытуемая смазка смешивается с дистиллированной водой и помещается в подшипниковый узел. Подшипник вращается в соответствии с циклом, чередующим остановки с вращением с частотой 80 об/мин.
По окончании цикла испытания степень коррозии оценивается визуально по шкале от 0 (коррозии нет) до 5 (очень сильная коррозия). Метод испытаний в условиях повышенной сложности предполагает использование соленой воды.
Дополнительное испытание — это тест SKF на вымывание смазки дистиллированной водой в течении цикла вращения подшипника. Процедура в этом случае не отличается от стандартной, однако условия испытаний более тяжелые, что предъявляет более высокие требования к антикоррозийным свойствам пластичной смазки.
Коррозия меди
Пластичные смазки должны защищать от коррозии детали из медных сплавов, применяемые в подшипниках. Защитные свойства пластичных смазок по отношению к меди оцениваются с помощью стандартных методов по DIN 51811. Медная полоска погружается в пластичную смазку и вместе с ней помещается в печь. Затем полоса очищается и оценивается состояние ее поверхности. Результаты испытаний оцениваются соответствующими баллами.
Водостойкость
Водостойкость пластичных смазок измеряется согласно стандарту DIN 51 807 часть 1. Исследуемая смазка наносится на стеклянную пластину, помещаемую в пробирку наполненную дистиллированной водой. Пробирка ставится в водяную баню с заданной температурой на три часа. Изменение вида смазки оценивается визуально по шкале от 0 (изменений нет) до 3 (сильные изменения) при заданной температуре.
Испытание на водостойкость
DIN 51 807: определение водостойкости пластичной смазки.
Маслоотделение
Базовое масло пластичных смазок имеет склонность к отделению от мыльной основы при длительном хранении либо при повышении температуры. Степень маслоотделения зависит от типа загустителя, типа базового масла и метода изготовления смазки. При испытаниях определенное количество пластичной смазки помещается в специальный сосуд, имеющий дно конической формы с отверстиями, под гнет массой 100 г. Сосуд помещается в термостат с температурой +40°C на одну неделю. После этого количество отделенного масла относится в % к первоначальной массе смазки. Испытание на маслоотделение регламентировано стандартом DIN 51 817.
Испытание на маслоотделение
DIN 51 817: определение количества отделенного масла за одну неделю в % при температуре +40 °C
Смазочная способность
Испытательная машина SKF R2F позволяет оценивать работоспособность при высоких температурах и смазочную способность пластичных смазок, имитируя условия работы крупногабаритных подшипников. Тесты проводятся в двух различных условиях:
- тест А — при комнатной температуре,
- тест В — при 120°C.
Положительный результат теста А означает, что пластичная смазка обеспечивает смазывание крупногабаритных подшипников при нормальной температуре и малой вибрации. Положительный результат теста В при 120°C означает, что пластичная смазка обеспечивает смазывание крупногабаритных подшипников при повышенной температуре.
Ресурс пластичных смазок подшипников качения
Машина для испытания смазки SKF ROF позволяет определять срок службы и верхний температурный предел пластичных смазок. Десять радиальных шарикоподшипников устанавливаются в пяти корпусах и заполняются пластичной смазкой. Испытания проводятся при заданной частоте вращения и температуре. Подшипники нагружаются комбинированной (радиальной и осевой) нагрузкой и вращаются до выхода из строя. По данным долговечности каждого подшипника строится распределение Вейбулла и рассчитывается срок службы смазки при данной температуре. Результаты испытаний используют при определении интервалов повторного смазывания подшипников в заданных условиях эксплуатации.
Антизадирные свойства
Нагрузка сваривания на 4-х шариковой машине характеризует антизадирные (EP — Extreme Pressure) свойства пластичной смазки. Данный метод испытаний регламентирован стандартом DIN 5151 350/4. Три стальных шарика помещаются в чашку, производится замена масла исследуемой смазкой, а четвертый размещается сверху; этот шарик вращается относительно трех шариков с заданной скоростью. Нагрузка увеличивается с определенным шагом до тех пор, пока вращающийся шарик не приварится к трем неподвижным шарикам. Данное испытание позволяет определить давление, характеризующее антизадирные свойства пластичной смазки. Пластичные смазки относятся к классу EP при нагрузке сваривания свыше 2600 Н.
Испытания на износ на 4-х шариковой машине
Данное испытание проводится на том же оборудовании, что и предыдущее. Нагрузка величиной 1400 Н прикладывается на четвертый шар в течение 1-й минуты. Затем измеряется износ нижних шариков. Стандартное испытание предполагает величину нагрузки 400 Н. Тем не менее, в SKF было принято решение увеличить нагрузку до 1400 Н, чтобы приблизить условия испытаний к реальным условиям работы подшипниковых узлов.
Ложное бриннелирование
Антифреттинговые свойства пластичных смазок имеют большое значение для обеспечения эффективной работы подшипниковых узлов. SKF оценивает эти свойства с помощью теста FAFNIR, стандартизованного как ASTM D4170. Два шариковых упорных подшипника нагружаются и подвергаются вибрации. Затем каждый подшипник взвешивается для того, чтобы измерить износ. Пластичная смазка считается антифреттинговой, если измеренный износ меньше 7 мг.
ПЛАСТИЧНЫЕ СМАЗКИ

Смазки, подобные пластичным, были известны еще шумерам, применявшим их для смазывания колесных повозок с 3500 до 2500 гг. до н. э.; установлено также, что еще в 1400 г. до н. э. египтяне применяли смазки, изготовленные из оливкового масла или таллового жира, смешанного с известью, для смазки осей колесниц; однако такие античные авторы, как Диоскурид и Плиний Второй, сообщают лишь о применении свиного жира с подобной целью. По-видимому, первый патент на смазочный материал индустриальной эпохи был выдан Партриджу в 1835 г.; он запатентовал кальциевую смазку, также изготовленную из оливкового масла или таллового жира. Пластичные смазки на основе минеральных масел, загущенные мылами, были, вероятно, первыми смазками — их, ориентировочно в 1845 г., предложил Раес, натриевую смазку с использованием таллового жира запатентовал Литтлом в 1849 г.

Пластичные смазки с высокими эксплуатационными характеристиками находят широкое применение в тех случаях, когда условия работы исключают использование обычных масел. Между тем, прогресс во многих областях техники неразрывно связан с увеличением производительности оборудования, что, как правило, ведет и к ужесточению условий его эксплуатации. Именно поэтому в последнее время столь существенно возрастает роль специальных смазочных материалов, которые, с одной стороны, позволяют обеспечить высокопроизводительную работу современного и подчас весьма дорогостоящего оборудования, а с другой стороны, надежно защищают его от износа и преждевременного выхода из строя.
Существуют два основных пути снижения трения и износа. Первый путь это использование химически активных присадок, которые либо повышают способность смазочного материала выдерживать большие нагрузки, либо, воздействуя непосредственно на металл, сглаживают его микрошероховатость. Второй путь это применение пластичных смазок с плакирующими присадками, содержащих в своем составе мелкодисперсные частицы специального вещества или соединения (в виде тончайших пластинчатых включений) дисульфид молибдена, графит или керамику. Эти включения, осаждаясь на поверхности металла, делают ее более гладкой.
При разработке современных смазочных материалов с супервысокими эксплуатационными характеристиками в Liqui Moly успешно применяют оба эти метода. При этом возникает синергетический эффект, когда два используемых способа снижения трения и изнашивания взаимно усиливают действие друг друга. В результате достигается качественно иной, существенно более высокий результат, нежели простое «арифметическое» сложение эффективности воздействия каждого в отдельности взятого метода. В конечном итоге, все это позволяет получать качественно новые смазочные материалы, с более высокими эксплуатационными характеристиками и пролонгированным сроком сменности, а также в большей степени и полнее удовлетворять потребности потребителя.
Достоинства и недостатки смазок
К достоинствам следует отнести способность удерживаться, не вытекать и не выдавливаться из негерметизированных узлов трения, более широкий, чем у масел, температурный диапазон применения. Перечисленные достоинства позволяют упростить конструкцию узлов трения, следовательно, уменьшить их металлоемкость и стоимость. Некоторые смазки обладают хорошей герметизирующей способностью и хорошими консервационными свойствами. Основными недостатками являются удержание продуктов механического и коррозионного износа, которые увеличивают скорость разрушения трущихся поверхностей, и плохой отвод тепла от смазываемых деталей.
Состав пластичных смазок
Масло является основой смазки (см. ниже), и на него приходится 70-90% от ее массы. Свойства масла определяют основные свойства смазки.
Загуститель создает пространственный каркас смазки. Упрощенно его можно сравнить с поролоном, удерживающим своими ячейками масло. Загуститель составляет 8-20% от массы смазки.
Добавки необходимы для улучшения эксплуатационных свойств. К ним относятся:
1 Присадки преимущественно те же, что используются в товарных маслах (моторных, трансмиссионных и т. п.). Представляют собой маслорастворимые поверхностно-активные вещества и составляют 0,1-5% от массы смазки;
2 Наполнители улучшают антифрикционные и герметизирующие свойства. Представляют собой твердые вещества, как правило, неорганического происхождения, нерастворимые в масле (дисульфид молибдена, графит, слюда и др.), составляют 1-20% от массы смазки;
3 Модификаторы структуры способствуют формированию более прочной и эластичной структуры смазки. Представляют собой поверхностно-активные вещества (кислоты, спирты и др.), составляют 0,11% от массы смазки.
Основные показатели качества смазок:
Классификация смазок по консистенции (густоте) Разработана NLGI (Национальный институт смазочных материалов США), Согласно этой классификации смазки делят на классы в зависимости от уровня пенетрации чем больше численное значение пенетрации, тем мягче смазка. Классификация NLGI пластичных смазок по консистенции приведена в табл. 1 (соответствует сортам по DIN 51818. DIN Институт стандартов Германии). Реологические свойства смазок (структурная вязкость) гораздо меньше зависят от температуры, чем у масел. Самыми распространенными являются мылозагущенные смазки, где в качестве загустителя используются литиевые, натриевые, кальциевые и другие соли жирных кислот (мыла). Такие смазки становятся жидкими, когда температура каплепадания превышена. Отлично от совместимости базовых масел, загустители должны рассматриваться на совместимость для совместного использования. Любая несовместимость отрицательно влияет на производительность смазок. Современные смазки сформированы таким образом, что во время критических нагрузок их присадки создают смазывающую пленку, которая обеспечивает надежность функционирования. Определяется величинами потерь на внутреннее трение в смазке. Фактически определяет пусковые характеристики механизмов, легкость подачи и заправки в узлы трения.
Число пенетрации (вязкость для консистентных смазок) определяется по глубине проникновения конуса в слой смазки под действием силы тяжести. Так определяется принадлежность смазки к определенному классу NLGI.
МАРКИРОВКА СМАЗОК
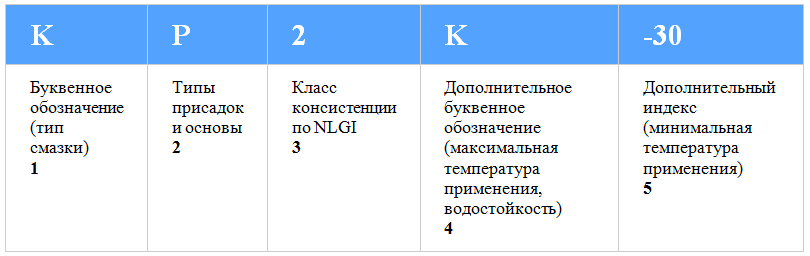
1 Буквенное обозначение (тип смазки)
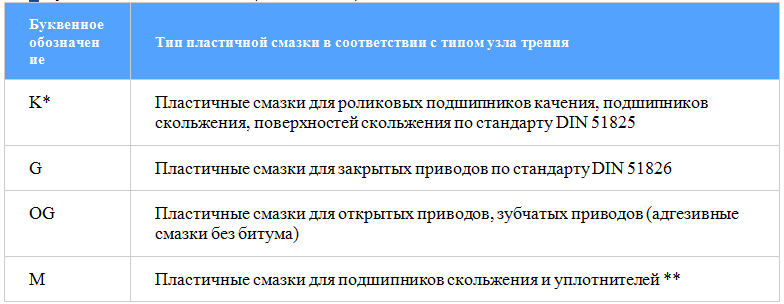
* по стандарту ISO/TR3498 используется XM вместо характерной буквы K
** более легкие требования, чем для пластичных смазок K
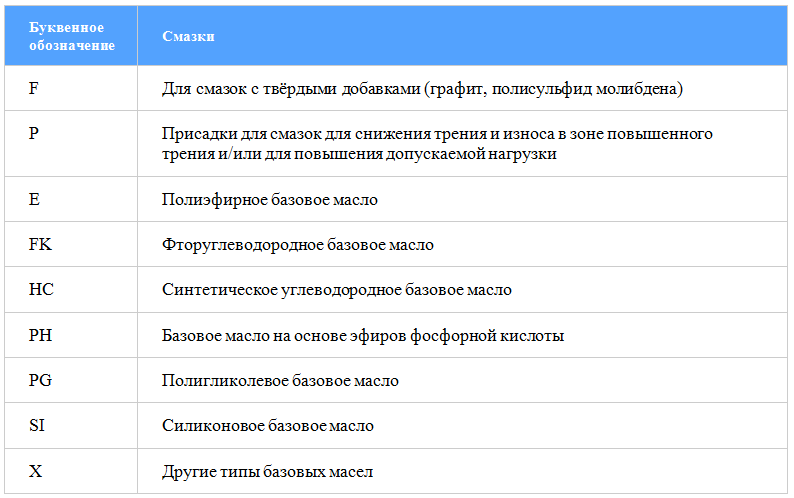
2 Типы присадок и основы.
Если в обозначении отсутствуют буквенные коды,означающие, что в основе смазки синтетическое базовое масло, значит, используется минеральное.
3 Класс консистенции по NLGI

4 Дополнительное буквенное обозначение (максимальная температура применения, водостойкость)
5 Дополнительный индекс (минимальная температура применения)

КАК РАСШИФРОВАТЬ КЛАССИФИКАЦИЮ СМАЗКИ
Таким образом, в смазке KF00K-20:
1. Первая буква «К» означает, что данная смазка для подшипников качения и скольжения, скользящих поверхностей 2. Дополнительная буква (может не указываться) «F» показывает, что в составе есть присадки из твердых смазок или дисульфида молибдена MOS2
3. Число «00» указывает на NLGI-класс вязкости — такая смазка является полужидкой
4. Вторая буква «К» указывает на верхнюю температуру применения 120С
5. Число «-20» указывает на нижнюю температуру применения -20С

Смазка ШРУС с дисульфидом молибдена LM 47 Langzeitfett + MoS2

Темно-серая консистентная смазка второго класса NLGI для первичной и регулярной смазки высоконагруженных деталей автомобилей, инструментов, механизмов и сельскохозяйственных машин. Таких как подшипники качения и скольжения, шлицевые валы, резьбы, шарниры равных угловых скоростей (ШРУС), используемые в приводах ведущих колес самоходной техники. Хорошо воспринимает высокие ударные нагрузки и скорости вращения. Стойка к воздействию воды. Температурный диапазон использования от -30°С до +125°С.
Соответствует немецкому индустриальному стандарту DIN 51 502:

Смазка для карданных крестовин и подшипников Mehrzweckfett

Желто-коричневая консистентная смазка второго класса NLGI для первичной и регулярной смазки деталей автомобилей, инструментов, механизмов и сельскохозяйственных машин. Таких как подшипники качения и скольжения, шлицевые валы, карданные крестовины и в качестве универсальной смазки. Стойка к воздействию воды. Температурный диапазон использования от -30°С до +125°С.
Соответствует немецкому индустриальному стандарту DIN 51 502:

Высокотемпературная смазка для ступиц подшипников LM 50 Litho HT

Темно-синяя высокотемпературная консистентная смазка второго класса NLGI для первичной и регулярной смазки высоконагруженных теплонапряженных деталей автомобилей и сельскохозяйственных машин: ступичных подшипников, нагруженных шарниров и в качестве универсальной смазки. Хорошо воспринимает ударные нагрузки. Стойка к воздействию воды. Температурный диапазон использования от -30°С до +160°С.
Соответствует немецкому индустриальному стандарту
DIN 51502 KР 2 Р-30
Белая универсальная смазка Weisses Universal-Fett

Белая грязеотталкивающая консистентная смазка второго класса NLGI для первичной и регулярной смазки подшипников скольжения, качения, шарниров, направляющих и шпинделей машин пищевой, бумажной, текстильной и швейной промышленности, производства напитков и в бытовых приборах. Содержит твердые сухие смазывающие вещества, выдерживает высокие давления и нагрузки. Не токсична, соответствует требованиям LGA. Температурный диапазон использования от -30°С до +125°С.
Соответствует немецкому индустриальному стандарту
DIN 51502 KF2K-30
Жидкая консистентная смазка для центральных систем Fliessfett ZS KOOK-40

Светло-бежевая консистентная смазка NLGI 00 для централизованной системы смазки грузовых автомобилей и промышленных редукторов, требующих такой смазочный материал. Для подшипников качения и скольжения, шестерен, шаровых опор и наконечников, шкворней и т.п. Стойка к воздействию воды и низких температур. Температурный диапазон использования от -40°С до +120°С.
Соответствует немецкому индустриальному стандарту DIN 51502:
Универсальная смазка Schmierfix

Светло-бежевая консистентная смазка первого класса NLGI для подшипников, петель, направляющих, редукторов, в том числе работающих на высоких оборотах. Для промышленного и любительского использования в случаях, если требуется смазочный материал повышенной липкости. Стойка к воздействию воды и низких температур. Температурный диапазон использования от -30°С до +100°С.
Соответствует немецкому индустриальному стандарту DIN 51 502
Силиконовая смазка Silicon-Fett

Плотно прилипающая, желеобразная густая силиконовая смазка, предназначенная для смазки пластика, а также кинематических пар из пластика и металла. Смазка для различных контактных зон, таких как стык резиновых уплотнителей дверей и кузова автомобиля, направляющих сидений, соединений шлангов с пластиковыми и/или резиновыми элементами и т.п. Защищает резиновые и пластиковые детали от высыхания и воздействия ультрафиолета. Загуститель – силикагель. Температурный диапазон от -40°C до +200°C.
Обозначение в соответствии с DIN 51502:
Без регистрации вы можете ознакомиться с материалом,но для прохождения тестирования вам необходимо авторизоваться
LIQUI MOLY
Моторные масла, автохимия и автокосметика.
Все права защищены.