Проверка технического состояния коленчатого вала
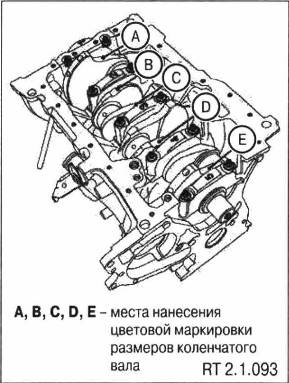
Цветовая маркировка диаметра коренных шеек наносится на противовесах коленчатого вала.
Цвет метки, нанесенной в указанных местах (А, В, С, D, Е)
Цветовая маркировка диаметра шатунных шеек
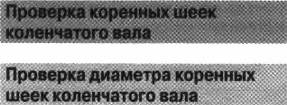
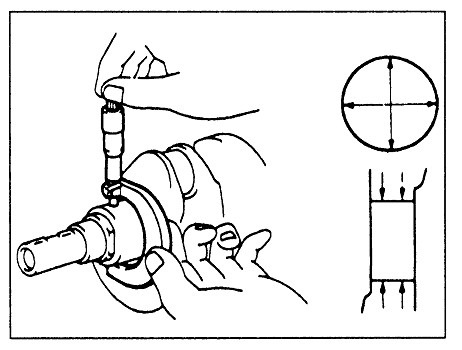
С помощью микрометра измерьте диаметр (в центре посадочного места) коренных шеек коленчатого вала, который должен составлять 54,785-54,805 мм.
Измерять следует в двух взаимно перпендикулярных направлениях у каждого конца каждой коренной шейки (4 измерения на каждую коренную шейку).
Сравните полученное значение диаметра с обозначением класса диаметра, нанесенным на коленчатый вал.
Проверка степени овальности и конусности коренных шеек коленчатого вала
Убедитесь, что разница между максимальной и минимальной величиной диаметра у каждого конца каждой коренной шейки находится в пределах допуска для степени овальности или конусности.
Максимально допустимое отклонение от формы окружности (разность измерений по взаимно перпендикулярным диаметрам) составляет 0,005 мм.
Максимально допустимая конусность (разность измерений по концам шейки) составляет 0,006 мм

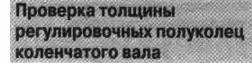
Установите коленчатый вал на две измерительные призмы.
Установите магнитную стойку со стрелочным индикатором перемещений.
Вращайте коленчатый вал рукой.
Измерьте и запишите биение всех коренных шеек коленчатого вала
Максимально допустимое биение составляет 0,03 мм.
Метки классов вкладышей подшипников
Диаметр коренных шеек
Имеются 2 класса вкладышей коренных подшипников. Перед заказом вкладышей подшипников необходимо измерить диаметр коренных шеек коленчатого вала.
Направление установки вкладышей коренных подшипников коленчатого вала
Вкладыши подшипников не имеют ориентирующих элементов.
Крышки подшипников блока цилиндров не имеют канавок
Во вкладышах подшипников блока цилиндров имеются канавки

Проверка зазора между коренными шейками коленчатого вала и вкладышами коренных подшипников производится с помощью сминаемого пластикового калибра.
Для проверки узел собирается с уложенным вдоль шейки кусочком пластикового калибра. Крепления затягиваются номинальным моментом.

После этого узел разбирается и измеряется ширина расплющенного калибра. Так как калибр имеет строго определенную форму и толщину, то его ширина после расплющивания точно соответствует его остаточной толщине, которая равна измеряемому зазору. Калибр может быть круглого сечения или иметь форму линейки, клиновидной в поперечном направлении. Как правило, инструкция по пользованию пластиковым калибром имеется в его упаковке.
Величина зазора должна лежать в пределах от 0,040 до 0,075 мм.

С помощью микрометра измерьте диаметр (в центре посадочного места) шатунных шеек коленчатого вала, который должен составлять 48,00-48,02 мм.
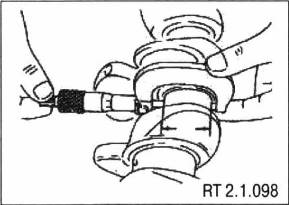
Измерять следует в двух взаимно перпендикулярных направлениях у каждого конца каждой коренной шейки (4 измерения на каждую коренную шейку).
Сравните полученное значение диаметра с обозначением класса диаметра, нанесенным на коленчатый вал.
На каждой шатунной шейке убедитесь в том, что разница между максимальной и минимальной величиной диаметра у каждого конца коренной шейки находится в пределах допуска для степени овальности или конусности.
Максимально допустимое отклонение от формы окружности (разность измерений по взаимно перпендикулярным диаметрам) составляет 0,005 мм.
Максимально допустимая конусность (разность измерений по концам шейки) составляет 0,006 мм.

Измерьте толщину каждого полукольца с помощью микрометра. Значение толщины должно лежать в пределах от 2,45 до 2,65 мм
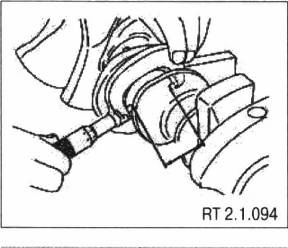
1. Установите без смазки следующие элементы:
— верхние вкладыши подшипников коленчатого вала из блока цилиндров,
— центральные опорные полукольца (пазами в сторону щек вала),
— нижние вкладыши подшипников на подшипники коленчатого вала,
— нижние вкладыши в сборе с подшипниками коленчатого вала,
— старые винты крепления крышек коренных подшипников коленчатого вала.
2. Установите индикатор с держателем на блок цилиндров.
3 Установите щуп индикатор на поверхности крепления маховика к коленчатому валу.
4. Установите коленчатый вал на опорном полукольце с помощью перемещения вала в продольном направлении в сторону привода ГРМ
5. Откалибруйте индикатор на нулевое значение.
6 Установите коленчатый вал на другом опорном полукольце при помощи перемещения вала в продольном направлении в сторону маховика.
7 Проверьте осевое перемещение коленчатого вала. Его величина должна находиться в следующих пределах:
Эпопея с замерами коленчатого вала и сопрягающимся с ним частей.

Всем привет! Я снова в "эфире". Фотографий будет не много, если они вообще будут. Будет много буковков.
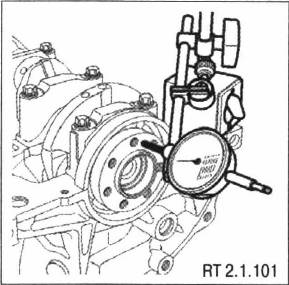
И так, о чём это я — о размерах коленчатого вала. Зачем мне это? Ну дотошен я до делов. Решил я поменять вкладыши коленчатого вала, коренные и шатунные. Всего их набирается 7 коренных + 6 шатунных = 13 пар. В умном букваре по мотору указаны допустимые размеры вала. И составляют они ø47.961-ø47.974 мм. для шатунной шейки и ø54.951-ø54.975 мм. для коренной. Естественно, что максимальный размер это наверное идеальный вариант, но таковой наверное только на чертежах. Как известно, но даже с самыми современными станками человечество не способно создать 2 и более абсолютно одинаковый деталей. В этой связи даже новый коленчатый вал с завода имеет некие допуски, о чём производитель под шильдиком Nissan информирует нас на первом противовесе коленчатого вала в виде буквенного кода из 7 букв от A до D о коренных шейках и цифровой код из 6 цифр 0 и 1 о шатунных шейках.
Почти та же система присутствует на на блоке и шатунах, но мне они сейчас не особо интересны. О них как-нить в другой раз. Я надеюсь. Упомянем только что размеры коренных "сёдел" ø58.645-ø58.672 мм., а отверстие в шатунах ø51.000-ø51.013 мм. Ну, вернёмся к нашим баранам.
Дабы скомпенсировать погрешности изготовления деталей создан целый ряд вкладышей с разными размерами — в народе с разным наполнением. Цель очень проста — добиться максимально равного масляного зазора между всеми шейками да так, чтобы он был в пределах допуска, который в свою очередь так же оговорен мануалом и составляет 0.028-0.047 мм. Для этого существует аж целых 7 разных стандартных коренных вкладышей коленчатого вала. Все они идут с шагом 0.003 мм с толщинами от 1.818 мм до 1.839 мм.
И так мы имеем "все" размеры. Рассмотрим простой пример:
Имеем идеальный блок с минимально возможным размером коренного седла: ø58.645 мм.
И идеальный коленчатый вал с максимальным размером коренной шейки: ø54.975 мм.
Представим что у нас нет рекомендаций завода на торце коленчатого вала и блока в виде буквенного кода и считаем нужный вкладыш.
Напоминаю что целевой масляный зазор должен быть в диапазоне 0.028-0.047 мм. я решил остановится на среднем 0.038 мм.
И расчёт я вижу себе так:
(Диаметр (диаметр
седла в — коренной
блоке)- шейки)
——————————— — (масляный зазор) = (расчётная толщина вкладыша)
2
или оно же в цифрах:
58.645 — 54.975
——————— — 0.038 = 1,797 мм.
2
Таким образом расчётный вкладыш должен быть 1,797 мм. теперь обращаемся к таблице имеющихся вкладышей, в ней ближайший с такими размерами это STD0, но правда его размер объявлен как 1.818 — 1.821 мм. Вот тут у меня конечно ступор, такой случай будет иметь "меньший" масляный зазор, чем должен быть, в худшем случае всего 0.014 мм. (наталкивает на мысль что я лишний раз где-то разделил на 2), а может быть просто не удачный пример. Но смысл и математика понятна. Кстати в мануале есть таблица какие вкладыши нужно использовать при тех или иных размерах бала и блока.
О теории вроде всё. Я думаю не стоит акцентировать внимание на подборе шатунных вкладышей. Там всё так же. Теперь о практике на примере моего вала и блока. Я не в состоянии измерить размер с точностью до 0.001 мм. Точность моего микрометра кончается на 0.01 мм. И как пример берём первую коренную шейку, которая в результате замера имеет размер ø54.948±0.002мм. где ±0.002мм. я предполагаю "на глаз" ибо рисочки не совпадают идеально с 45ой полоской микрометра, а чуть ниже. Сам процесс измерения цилиндра микрометром меня ставит в тупик. Старался измерить его максимально "правильно", т.е. в диаметре в 4х измерениях и всё равно это всё ещё очень сложно для меня.
Как видно из измерения размер моей шейки меньше меньшего допуска, но не на много. На коленчатом валу набита буковка B, которая подразумевает размер шейки в диапазоне ø54.969-ø54.963 мм. чего у меня явно не получается. Неужели такой износ? Или до меня его уже шлифовали? В любом случае мой размер шейки
ø54.950мм. размер седла в блоке в этом месте маркирован буквой С или ø58.663-ø58.657 мм. блок я ещё не замерял, но надеюсь ему ничего не могло случится, ибо в теории вкладыши там не крутятся, если только до меня их там не провернули и не задрали, а потом не точили.
Таким образом вкладыш который мне нужен в этом месте будет опираясь на таблицу STD5 с размерами 1.833-1.836 мм. Или по по факту масляный зазор получится 0,039мм. что вписывается в допуск.
Теперь вопрос ради чего я всё это затеял: ПРАВИЛЬНО?! Почему размер измеряемый мной так разнится с "заложенным"? Вал уже ремонтировали? Или он так износился?
Правильны ли мои действия? Только не говорите что я сильно заморачиваюсь, я это слышал уже и не раз. Я ещё не измерял вкладыши, которые стоят у меня в моторе, нет у меня микрометра от ноля 🙂 Но я к этому обязательно вернусь 🙂
Это всё я делал, дабы попробовать по методу "как правильно" или "как надо". Как только выйду на выходные съезжу и куплю «Plastigage» и ещё проведу замеры ей, на текущих вкладышах.
Как-то так. Всем ПИС! 🙂
Nissan Skyline 1999, двигатель бензиновый 2.5 л., 280 л. с., задний привод, механическая коробка передач — своими руками
Комментарии 19

Я тоже сегодня для себя Америку открыл:
зазор — это разница между отверстием и валом, т.е. пока вал свободно лежит на шейке.
Так сказано в методичке к лабе МАДИ lib.madi.ru/fel/fel1/fel15M423.pdf
(см. стр.5 рис.3)

Какой микрометр для измерения ты использовал?

Ещё с совка остался с завода. Даже номерной 🙂 В гараже лежат в деревянной коробочке с калибрами 🙂

искал в нете размеры шеек коленвала VQ25det, попал сюда, эта запись про него?!
Щитаю что в данном случае, когда не видно устрашающих следов износа ни на шейке ни на вкладыше (он там на фото даж матовый еще), не видно рисок на шейках, достаточно просто посмотреть что там написано на вкладыше, STD он или кто, и заказать комплект точно такихже.
Для особых параноиков перед заказом промерить этот комплект пластигагой и на этом угомонится.
Насчет размера шейки при измерении микрометром: это для начала надо узнать погрешность микрометра из его паспорта, и никогда не предполагать погрешность "на глаз, и + столько то, потому что риски не совпали".

А вспомнил, на не нео, 0,032-0,047, поэтому заморочился
взял комплект ацл hx и пластигага, зазор получился 0,05-0,07, на сток ацл везде получался 0,032 при биении полена 0,01 посчитал его маловатым. Ну и теперь масло только 10 60

а вал не точили и это не износ, скорее всего это не калиброванный инструмент, да и точности (цена деления) его маловато, да и по большому счету увеличение зазора на 20 микрон это не страшно. Но это не важно, главное в подшипнике измерить не значения диаметров, а величину зазора, повторюсь — удобнее и точнее пластигагой.

Я ему говорил, что это полный анонизм но он написал выше, что дотошный!Этим все сказано. Есть формула 2+2=4 вот по этому букварю и учит, а можно 2х2=4 смысл не меняется но подругому считается!Так и Алексей считаю надо забрать у него книгу по СКУЛЕНЫ легче жится будет!А так то молодец не укаждого терпения хватит)))Это без условно плюс, только зачем делать лишнии телодвиженее, ну может ему так легче!))))Молодец делай дальше!
Cistellaria
Я ему говорил, что это полный анонизм но он написал выше, что дотошный!Этим все сказано. Есть формула 2+2=4 вот по этому букварю и учит, а можно 2х2=4 смысл не меняется но подругому считается!Так и Алексей считаю надо забрать у него книгу по СКУЛЕНЫ легче жится будет!А так то молодец не укаждого терпения хватит)))Это без условно плюс, только зачем делать лишнии телодвиженее, ну может ему так легче!))))Молодец делай дальше!
Не в обиду, но я много смешных вещей от тебя слышал. И я предпочту тот подход, который уже начал и продолжу заниматься ОнАнизмом.
Если вам сложно понимать эту науку, ну как хотите. Для меня это само собой разумеющееся и понимается легко.
Может что то и говорил смешное.)))Да ты меня хоть ху…м на зови только не облизывай)))) Только есть такое понятие как допуски и посадки и в этих приделах можно работать.Я не говорю что это не правильно, просто зачем усложнять себе жизнь?
а вал не точили и это не износ, скорее всего это не калиброванный инструмент, да и точности (цена деления) его маловато, да и по большому счету увеличение зазора на 20 микрон это не страшно. Но это не важно, главное в подшипнике измерить не значения диаметров, а величину зазора, повторюсь — удобнее и точнее пластигагой.
Калибры 25 и 50 измеряются точно. Поигрался на шайбах, там тоже все ровно. Получается все же 2 сотки
Моя ИМХО:
1. Вообще зазор в подшипнике коленвала бензинового движка может быть от 0,02 до 0,08 мм…ну для форсированного движка до 0,05. И не стоит как показывает практика гнаться за минимальным.
2. Ряд стандартных вкладышей имеет технологический разброс толщины, в общем соседние размеры отличаются на 0,003 мм. Да, на заводе (НИССАН) при сборке заморачиваются подбором и достигают среднего и наиболее одинакового зазора по всему валу. Стоит ли это делать при ремонте? ИМХО нет.
я считал для своего движка — при любом стандартном вкладыше зазор гарантированно получается в диапазоне 0,02 — 0,08 мм, при условии отсутствия износа коленвала.
3. При использовании ремонтных вкладышей, они вообще продаются комплектом и имеют разброс между собой намного более 0,003 мм, поэтому нет возможности регулировать зазор с таким шагом, и ничего, ездят же такие движки. Зазор укладывается в норму, при этом производитель это допускает, так как продает ремонтные вкладыши.
4. Вопрос погрешности. Главное в подшипнике это величина зазора, поэтому зазор нужно мерить относительным методом. Не нужно измерять диаметр вала и диаметр отверстия и производить вычисления, так как при этом погрешность будет еще больше, чем цена деления приборов. Нужно микрометр установить на вал, на цифирь даже не смотреть, зафиксировать его, снять, по нему откалибровать нутромер на ноль и уже потом измерять зазор в подшипнике, помещая нутромер в отверстие. При цене деления прибора 0,01мм погрешность будет минимальна при таком методе, но для измерения величины зазора (к примеру 0,03мм) все равно ИМХО высока. Поэтому рулит пластигага:
5. Точность пластигаги видна на аватаре к моей машине и позволит измерить зазор с достаточной (для практики) погрешностью. Более того, мануал рекомендует использовать именно неё Купить можно на экзисте. коды есть тут: aeronav.spb.ru/prominEnt_FAQ.html
Также с помощью пластигаги можно косвенно оценить кривизну коленвала.
В общем метода ремонта мне видится такая: За копейки покупается пластигага, помещается в подшипники, сразу видно, зазор во всех подшипниках и косвенно его кривизна. Далее если зазор в каком то подшипнике привышает 0,08 колено шлифуется в ремонт, и после сборки с ремонтными вкладышами контролируется зазор (случается брак у вкладышей). если зазор нигде не превысил 0,08мм покупается набор стандартных вкладышей и тупо меняется. зазор гарантированно будет нормальным. Плюс в том, что комплектом вкладыши стоят на порядок дешевле и есть дубли. Например для тойоты это тайхо — то же самое лежит в оригинальной корбке, только отобранное на заводе с шагом 0,003мм, за что собственно и дерет деньги та же тойота.

Когда выбор вкладышей есть — это прекрасно. В моём случае всё упёрлось в отсутствие таковых. Но и двигатель у меня постарше лет на 20))) В итоге буду плясать от внутренних размеров после установки ремонтных вкладышей, при перешлифовке колена.
Измерение диаметра шеек коленчатого вала
Измерение диаметра шеек коленчатого вала Ford Focus

Рис. 156. Измерение шеек коленчатого вала
Измерение коренных шеек коленчатого вала производите с помощью микрометра. Измерение каждой шейки повторяйте через 90° поворота коленчатого вала (рис. 156).
Овальность коренных шеек необходимо проверять в специализированной мастерской.