Большая Энциклопедия Нефти и Газа
Для регулирования частоты вращения шпинделя в токарно-винторезных станках применяются: 1) ступенчато-шкивные передачи; 2) коробки скоростей со ступенчатым изменением частоты вращения: а) при неразделенном приводе — механизмы — коробок скоростей для регулирования частоты вращения, расположенные полностью в шпиндельной бабке; б) при разделенном приводе — коробки скоростей, расположенные в нижней части тумбы или станины станка с переборными устройствами, расположенными чаще всего в шпиндельной бабке; 3) бесступенчатые вариаторы; 4) приводы с многоскоростным электродвигателем переменного тока ( с переключением полюсов) в сочетании с коробкой скоростей, дающей основной ряд частот вращения; 5) приводы с регулируемым электродвигателем постоянного тока в сочетании с коробкой скоростей, механические ступени которой играют роль переборов для ряда, получаемого регулировкой электродвигателя; 6) гидродвигатели. [2]
Приводы главного движения МС обеспечивают регулирование частоты вращения шпинделя в широком диапазоне при максимальной частоте вращения 3000 — 4000 об / мин. В этих приводах чаще всего используют двигатели постоянного тока с тиристор-ным управлением. Для малых и средних МС применяют приводы с асинхронными электродвигателями и коробками скоростей. Реже используют малогабаритные гидродвигатели. Шпиндельные узлы МС сложны по конструкции. Во внутреннем отверстии шпинделя расположены зажимные устройства, предназначенные для автоматического зажима и освобождения инструментальных оправок. Зажим оправок ( с помощью цанговых, байонетных устройств или устройств с радиально-движущимися элементами) чаще всего осуществляется пакетом тарельчатых пружин, освобождение — от гидроцилиндра. [3]
Особенности регулируемых электроприводов заключаются в возможности регулирования частот вращения шпинделя и плавного изменения расхода промывочной жидкости в широком диапазоне. [4]
При необходимости обработки с различными скоростями резания требуется регулирование частоты вращения шпинделя . При этом может быть применен регулируемый электропривод, коробка скоростей или их сочетание — в зависимости от результатов экономического анализа выбранных вариантов. Могут также быть применены различные формы регулируемого гидропривода и разного рода механические вариаторы. [5]
Чтобы в конкретном случае можно было получить расчетную скорость резания, необходимо иметь в станке механизм для плавного ( бесступенчатого) регулирования частот вращения шпинделя от mm до max. Однако бесступенчатый привод, несмотря на широкое распространение в станках, по ряду причин применяют не так часто в механизме главного движения, когда оно вращательное. [6]
Выведенная зависимость позволяет на ранних стадиях разработки с достаточной степенью точности определить число деталей в проектируемой конструкции станка через установленные параметры — максимальный диаметр обрабатываемого изделия, максимальную частоту вращения шпинделя и диапазон регулирования частоты вращения шпинделя . Как интегральный показатель ряда параметров параметр Число деталей в конструкции станка также должен быть включен в модель для определения себестоимости. [7]
Требования к главному приводу расточных и коор-динатно-расточных станков совпадают в основном с рассмотренными ранее для станков токарной группы, но следует учитывать особенности расточных станков: 1) при обработке деталей происходит выдвижение расточного шпинделя, изменяется жесткость системы станок — инструмент — деталь, что делает целесообразным изменение на ходу станка скорости резания и подачи; 2) для получения высокого качества обрабатываемой поверхности желательно иметь бесступенчатое изменение частоты вращения шпинделя; 3) необходим большой диапазон регулирования частоты вращения шпинделя , достигающий в современных станках до 250: 1 и более. [8]
Главный привод сверлильных станков осуществляется от асинхронных короткозамкнутых двигателей. Регулирование частоты вращения шпинделя производится переключением шестерен коробки скоростей. [9]
Второй контур гасит возникающие на резонансных частотах станка колебания с амплитудой большей номинальной путем шагового экстремального регулирования частоты вращения фрезы. Третий контур осуществляет стабилизацию подачи за счет регулирования частоты вращения шпинделя в функции изменения подачи. Работа этого контура начинается только тогда, когда второй контур устранит вибрации. [10]
По точности различают станки нормальной точности Н, повышенной точности П, высокой точности В, особо высокой точности А и особо точные С. Кроме того, могут быть модификации по мощности, диапазонам регулирования частоты вращения шпинделя и подач. [11]
На рис. 309 дана схема несамодействующей силовой головки агрегатного станка с автоматической сменой инструмента. Шпиндель приводится во вращение от регулируемого электродвигателя постоянного тока мощностью 4 5 кВт и четырехступенчатой коробки скоростей с электромагнитными муфтами, что обеспечивает диапазон регулирования частоты вращения шпинделя в пределах 36 — 2000 об / мин. [13]
В главных приводах токарных и карусельных станков широкого назначения малых и средних размеров основным типом привода является привод от асинхронного короткозамкнутого двигателя. Асинхронный двигатель конструктивно хорошо сочетается с коробкой скоростей станка, надежен в эксплуатации и не требует специального ухода. Регулирование частоты вращения шпинделя станка в таком приводе осуществляется путем переключений шестерен коробки скоростей. [14]
В современных станках находят широкое применение двигатели с тиристорным управлением по схеме тиристорный преобразователь — двигатель. Привод позволяет повысить частоты вращения шпинделя до 4000 мин 1 и более с бесступенчатым регулированием. Широкий диапазон регулирования частоты вращения шпинделя позволяет обеспечить требуемые рабочие и быстрые ( холостые) перемещения рабочих органов без применения промежуточных механических передач. [15]
Скорость вращения шпинделя и подачи фрезерно-гравировального станка с ЧПУ: как её выбрать?
При составлении технологической карты токарной или фрезерной обработки специалисту нужно найти оптимальный баланс между производительностью станка и требованиями к чистоте поверхности готовой детали. Основные параметры, на которые он может повлиять — это частота вращения шпинделя и скорость подачи. Выбор режимов обработки проводится расчетным или опытным путем.
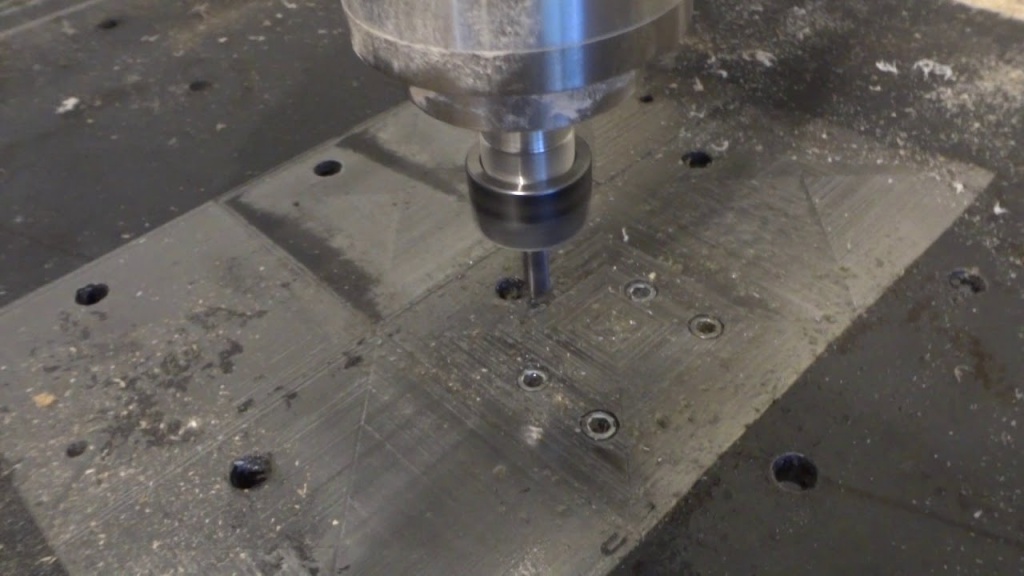
Сложность работы на портальных фрезерно-гравировальных станках состоит в их многозадачности. В одной управляющей программе может быть несколько видов обработки: контурная резка, фрезерование пазов и сквозных отверстий, гравирование. При этом материалы — дерево, пластик и композиты, различаются сопротивлением резанию и структурой. Многие начинающие операторы сталкиваются с такими неприятными моментами как прижог, недостаточная чистота обработки, преждевременный износ режущей кромки. Ниже мы постараемся дать общие рекомендации о настройке скорости шпинделя и подачи без сложных расчетов.

Что такое скорость вращения шпинделя и подача?
Скорость вращения — один из основных параметров шпинделя. Он выражается в оборотах в минуту (об/мин) или герцах (Гц). В портальных станках с ЧПУ не используется сложных по конструкции механических коробок передач и скорость регулируется электронными компонентами. С увеличением скорости вращения растет производительность станка и снижается ресурс режущего инструмента. Последнее связано с выделением избыточного количества тепла, которое не успевает рассеиваться. В результате перегрева падает твердость режущих кромок, и они теряют свою остроту.
Скорость подачи, или линейного перемещения, измеряется в миллиметрах в минуту (мм/мин) и влияет на объем снимаемого материала в единицу времени. На портальных станках без механизма вращения заготовки регулируются скорости перемещения портала, каретки и вертикального движения шпинделя. При составлении управляющих программ стараются задать максимально возможные подачи, при этом должно выполняться условие сохранения целостности фрезы. Избыточная скорость приводит к появлению сколов на режущих кромках поломка или деформация хвостовика.
Распространенные ошибки при выборе режимов резания
Одно из важных условий правильной работы станка — согласование скоростей вращения и подачи фрезы между собой. Некоторые начинающие станочники при выборе режимов резания допускают ошибки в попытках сохранить инструмент.
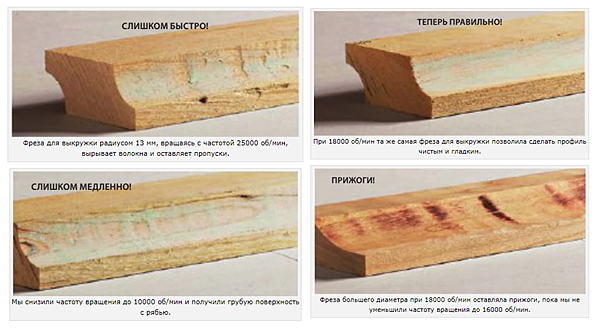
Работа на минимальных скоростях приводит к снижению качества обработки. Если величина подачи сопоставима с толщиной режущей кромки, то вместо снятия стружки фреза надавит на заготовку и будет только шлифовать ее своей поверхностью. Чтобы понять, что в этот момент происходит с обрабатываемой поверхностью, представьте, что вы включили реверс на шпинделе, в котором зажато спиральное сверло, и пытаетесь «продавить» отверстие. На высоких оборотах будет наблюдаться прижог обрабатываемой поверхности и режущей кромки, отгибание фрезы.
Обратная ситуация, когда при высокой подаче шпиндель работает на малых оборотах, заставит фрезу снимать слишком толстую стружку. Из-за высокой нагрузки откалываются режущие кромки, а на обрабатываемой поверхности будут оставаться заметные «следы».
Для каждой фрезерной операции существует оптимальное соотношение скоростей подачи и вращения инструмента, на которых обработка будет проходить с достаточной скоростью и точностью. Это не фиксированные величины, а диапазоны. Поломка или преждевременный износ будут наблюдаться при критической ошибке.
Обработка чаще всего состоит из двух этапов: чернового, направленного на максимальный съем материала и чистового, при котором достигается требуемая шероховатость поверхности. Для чистового прохода снижают скорость подачи при сохранении оборотов шпинделя, а в станках со сменой режущего инструмента его выполняют другой, чистовой, фрезой.
Рекомендации по выбору режимов резания
Существует несколько типичных ситуаций, при которых можно воспользоваться общими рекомендациями.
Слишком большие обороты шпинделя
Иногда минимальные обороты станка все равно оказываются слишком высокими. Обычно это наблюдается при обработке твердых материалов фрезами больших диаметров. Можно использовать следующие варианты решения:
- Заменить фрезу из быстрорежущей стали на твердосплавную, по возможности — с покрытием, которое работает при повышенных температурах.
- Уменьшить диаметр фрезы. При этом снизится окружная скорость, с которой движется режущая кромка.
- Использовать технологию HSM. Высокоскоростная обработка позволяет повысить частоту вращения шпинделя и скорость подачи без увеличения износа режущего инструмента. Первый проход выполняется на полную ширину фрезы, а все последующие — на ¼ диаметра.
Слишком малая скорость подачи
В ситуациях, когда привода перемещения не могут обеспечить требуемую скорость подачи, можно поступить следующим образом:
- Уменьшать скорость вращения шпинделя вплоть до минимально допустимой мощности.
- Использовать фрезу с меньшим количеством зубьев. Такое решение дает хорошие результаты при работе с вязкими материалами, поскольку улучшаются условия отвода стружки с обрабатываемой поверхности. Замена фрезы с 3 зубьями (заходами) на однозаходную фактически означает увеличение скорости подачи в 3 раза (на каждый зуб).
- Использовать фрезу большего диаметра.

Налипание стружки при фрезеровании алюминия
Из-за относительно низкой температуры плавления алюминий имеет свойство налипать на поверхность фрезы. Многие начинающие фрезеровщики пытаются решить эту проблему регулированием оборотов шпинделя или скоростей перемещения. В результате оптимальный для фрезы режим резания становится неоптимальным для владельца предприятия: скорость обработки оказывается слишком низкой.
Работа с глубокими отверстиями
Если глубина отверстия в 6 и более раз превышает его диаметр, оно считается глубоким. Неопытные станочники часто сталкиваются с такими проблемами как уход инструмента с оси и его поломка. Существует несколько приемов, которые позволят выполнить обработку точно и без потерь:
- Пользоваться сверлами, а не фрезами. По возможности они должны иметь параболические канавки, которые обеспечивают лучший отвод стружки.
- Подавать СОЖ под давлением. Жидкость будет вымывать стружку из отверстия.
- По возможности производить последовательную обработку двумя сверлами с разными диаметрами: проходить половину глубины отверстия меньшим диаметром и рассверливать до чертежного. Затем пройти отверстие до конца.
- При работе одним сверлом как можно чаще вынимать его из отверстия для удаления стружки.
- Увеличить скорость подачи, чтобы стружка представляла собой непрерывную спираль.
Как фрезеровать пазы?
При фрезеровании торцов деталей и внутренних поверхностей пазов цилиндрическими фрезами важно выбрать правильное соотношение ширины и глубины снимаемого материала в соответствии с максимальными скоростными возможностями станка. При увеличении глубины фрезерования нагрузка на канавки распределяется более равномерно, но вместе с этим наблюдается более сильный отгиб режущего инструмента. Кроме того, ухудшаются условия удаления стружки. При увеличении ширины снимаемого материала существует возможность увеличения скорости вращения шпинделя. Однако есть некоторые граничные значения частот, при которых скорость съема материала начинает падать.
Единственный способ получения оптимального сочетания этих двух параметров — тестирование станка в разных режимах. При этом материал «пробной» и «рабочей» заготовок должен быть одинаковым.
Сотрудники компании MULTICUT посвятили много времени изучению режимов обработки разных материалов. Выбор базовой комплектации станков собственного производства выполнялся с учетом полученного опыта. Сотрудники компании готовы оказать консультационную и практическую помощь в освоении оборудования и выборе оптимальных режимов резания. Любой желающий может поработать на действующем станке MULTICUT в демонстрационном центре и получить советы опытных мастеров. Получить консультации и справки можно, позвонив по контактному телефону.
Частота вращения шпинделя токарного и фрезерного станка — расчет числа оборотов по формуле
При выборе режима обработки детали специалисту нужно в равной степени учитывать как производительность оборудования, так и чистоту исполнения готовой поверхности. Баланс между ними напрямую зависит от таких параметров, как скорость подачи и частота вращения шпинделя токарного или фрезерного станка.
Рассмотрим характеристики максимально подробно, ведь они особенно важны в условиях современной многозадачности техники. В одну-единственную программу управления может быть заложена и контурная резка, и нанесение гравировки, и расширение сквозных отверстий, причем пластиковых, металлических, деревянных, композитных заготовок, различающихся между собой структурой, размерами, сопротивлению резанию. Поэтому просто необходимо грамотно регулировать входные данные – чтобы избежать обжогов, шероховатостей, преждевременного затупления рабочих кромок.
Уделим внимание всему, что связано с настройкой.
Что такое скорость и частота вращения шпинделя
Начнем с определений. В случае с подачей это динамика линейного перемещения – вала, каретки, портала – за единицу времени. Оказывает прямое влияние на объем снятия материала, поэтому ее стараются максимизировать, но так, чтобы целостность резца не подвергалась риску. Если задать избыточное значение характеристики, такое, какое инструмент не сможет выдержать на практике, это обернется сколами на лезвии или деформацией хвостовика. Также нужно учитывать чрезмерный нагрев: в погоне за производительностью не стоит жертвовать остротой и ресурсом кромок.
В свою очередь, частота вращения шпинделя – это то количество оборотов, которое он совершает за определенный срок. Чем она выше, тем большее количество деталей можно обработать за единицу времени, но и тем быстрее резец выходит из строя. Почему? Потому что выделяемое в процессе гравировки или расточки тепло просто не рассеивается до конца и негативно влияет на все элементы системы в принципе. На практике величина данного параметра автоматически регулируется встроенной электроникой – в портальном оборудовании, в том числе и с ЧПУ, в составе которого нет конструкционно сложных механических узлов (например, коробок передач).
Типы шпинделей по числу оборотов
По данному показателю все валы разделяют на 3 категории:
- Маломощные – до 0,8 кВт включительно – устанавливаются на негабаритной технике, использующейся в небольших частных мастерских для решения упрощенных бытовых задач; развивают от 3 до 9 тысяч об/мин.
- Средние – от 1,5 до 5 кВт – применимы в стандартных условиях, для обработки заготовок из дерева, пластика, мягких металлов, а также для нанесения гравировки; поддерживают от 12 до 18 тысяч об/мин.
- Высокопроизводительные – от 5 кВт и выше – предназначены для промышленного оборудования, призванного решать самые масштабные и серьезные задачи; в общем случае доходят до 24 тысяч об/мин, хотя данный показатель не всегда является безусловным плюсом – те же твердосплавные или тонкие фрезы на такой скорости изнашиваются очень быстро.
Как определить частоту вращения шпинделя
Для этого необходимо создать технологическую карту изготовления детали. Вопрос решается в 5 этапов – рассмотрим каждый из них.
Уделяем внимание исходным данным
Нужно определить следующие параметры (в том числе и конкретные значения некоторых из них):
- Тип материала заготовки – чаще всего это углеродистая сталь, но также может быть выбран чугун или цветмет; важно понимать, что от плотности и сопротивления металла (пластика, дерева) зависит усилие, прикладываемое к поверхности для снятия нужного слоя.
- Диаметр детали – разброс здесь может быть довольно серьезным, плюс, следует учитывать еще и припуски, величина которых зависит от количества проходов и того класса точности, которого требуется достигнуть. Обычно проводятся черновые, чистовые, финишные операции, каждая из которых уменьшает не только степень шероховатости, но и размер сечения предмета.
- Длина заготовки – чем она больше, тем серьезнее нагрузка на вал и на зону его крепления (хвостовик); а значит этот параметр тоже важно принимать во внимание.
- Квалитет точности и необходимая степень шероховатости – прецизионная обработка возможна только на высокой скорости и при наличии ЧПУ, идеально позиционирующего инструмент и функциональные узлы по отношению друг к другу.
Применяем формулу оборотов шпинделя
Согласно ей, частота вращения находится как:
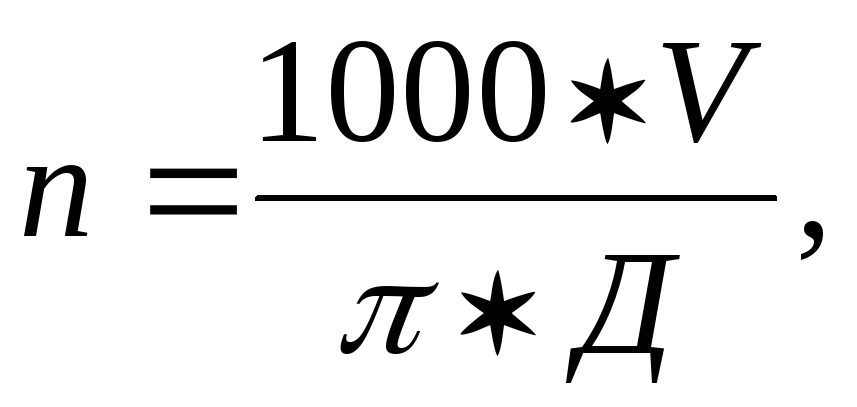
- V – скорость резания или, другими словами, тот путь, который лезвие проходит за расчетную единицу времени, измеряется в м/мин;
- d – диаметр кромки резца, в мм;
- π – 3,14 – постоянная величина.
Свое влияние на производительность технологической операции оказывает преобразователь (облегчает изменение параметров) и инвертор (частично компенсирует потерю крутящего момента при резком замедлении вала). Но при прочих равных на первый план по степени важности выходит сечение лезвия и конструктивные особенности самого оборудования.
Выбираем инструмент и станок
Раз чрезмерная частота вращения шпинделя (из формулы и объяснений выше) убыстряет износ кромок, логично отдавать предпочтение резцу, способному выдерживать максимально большое количество оборотов. Для этого он должен быть исполнен из износостойкого сплава или просто оставаться подходящей формы. Например, фрезы для создания канавок продержатся дольше тех, что предназначены для создания плоских поверхностей.
Если есть такая возможность, обязательно проводите визуальный осмотр инструмента, внимательно проверяя его на отсутствие изъянов: даже мельчайшие дефекты со временем разовьются и точно убыстрят износ.
При выборе оборудования учитывайте, какие задачи оно будет решать. Нанесение резьбы требует одной производительности, сверление или формовка корпусных деталей – уже другой, блок ЧПУ может убыстрять или замедлять работу и так далее. Возможности промышленного будут отличаться о того, что предназначено для домашней мастерской, и тому подобное.

Выполняем расчет оборотов шпинделя и режима резания
Составляется технологическая карта, а уже на ее основе – необходимые чертежи с информативными таблицами. При этом частота находится путем подстановки значений в указанную формулу. Диаметр – это известная или, по крайней мере, измеряемая величина, скорость перемещения – тоже. Исходя из ее показателей и принимается решение о производительности, с которой будет функционировать оборудование.
Проводим заключительный этап
После этого осуществляется проверка, в ходе которой определяется:
- соответствие фактической мощности привода проектным данным;
- надежность механизма подачи в течение определенного срока;
- прочность пластинки и державки – чтобы спрогнозировать выход из строя;
- полнота сопутствующей технологической оснастки;
- время выполнения одной операции, а на его основании – себестоимость детали.
С учетом результатов пробного запуска делается вывод об эффективности и актуальности режима и устанавливается, нужно ли вносить какие-либо изменения.
Расчет скорости вращения шпинделя токарного или фрезерного станка
Зачастую происходит так, что по паспорту известно номинальное количество оборотов, но непонятно, насколько быстро лезвие оборудования проходит свой путь по заготовке. В таких случаях нужно лишь воспользоваться обратным соотношением:
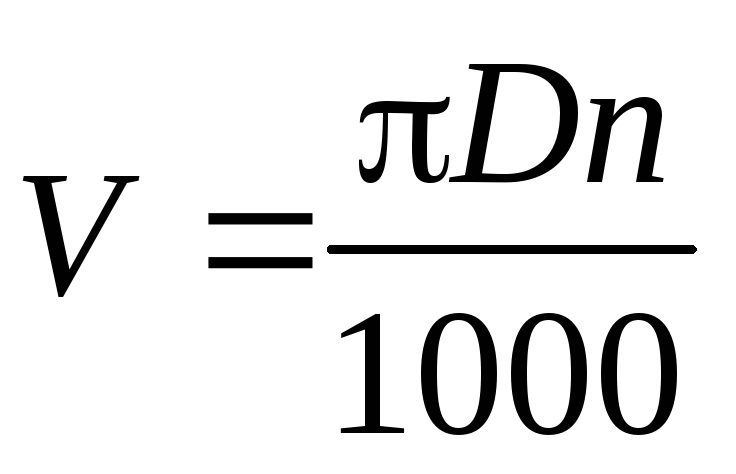
Отсюда ясно, что два этих параметра взаимосвязаны, и один выражает собой другой, а значит влияет на:
- Производительность труда – повышается, если деталь получается слишком дорогой в изготовлении; однако существенно увеличить его на практике можно далеко не всегда, даже если возможности спецтехники позволяют это сделать; вы помните – эксплуатация инструмента в слишком жестком режиме приводит к его перегреву и преждевременному износу.
- Итоговую степень шероховатости поверхности – чем быстрее движется вал, тем более гладкой становится плоскость, но и тем сильнее нагрузка на лезвие, поэтому высокие обороты на практике используются не постоянно, а лишь при проведении отдельных операций, чаще всего чистовой обработки.
Распространенные ошибки при выборе режимов резания
Очень часто начинающие токари и фрезеровщики не согласовывают скорости – это оборачивается концентрацией напряжений на кромке, а значит повышает вероятность поломки инструмента в таких «критических» точках и вызывает другие проблемы.
Есть две классические ситуации:
- Максимальные обороты при медленной подаче – при этом серьезно падает качество обработки. Кроме того, резец будет не снимать стружку, а лишь давить на поверхность, сначала лишь шлифуя ее, а потом уже вызывая прижог; при этом не просто действуя вхолостую, а даже теряя в прочности, ведь будет наблюдаться отгибание кромки.
- Обратная ситуация приводит к тому, что лезвие убирает слишком много материала и вместе с тем испытывает чрезмерную нагрузку, в результате чего скалывается и оставляет царапины и другие дефекты на той плоскости, которая должна быть гладкой.
Поэтому на практике нужно проводить расчет частоты вращения шпинделя для каждой технологической операции и, на основе полученных результатов, соотносить подачу, чтобы обеспечивать не только скорость, но и точность, и безопасность процесса. Тем более что все величины можно принимать в некотором диапазоне – всегда есть место для допусков. Помните, что длительная эксплуатация инструмента – следствие правильного подхода, тогда как неожиданная поломка – результат допущенных ошибок.
И универсальный совет – проводите обработку в несколько этапов: сначала черновую, по максимуму снимая ненужный металл, потом чистовую, более медленно, и, наконец, финишную – для шлифовки мельчайших неровностей.
Рекомендации по выбору режима резания
Рассмотрим еще несколько распространенных случаев и те стандартные и проверенные на практике решения, которые допустимо и рационально применять в данных ситуациях.
Число оборотов шпинделя токарного станка слишком велико
Даже минимальное для оборудования количество может быть чрезмерным. Чаще всего это наблюдается тогда, когда лезвием большого диаметра пытаются обработать какой-то материал повышенной прочности. Можно предпринять следующее:
- Заменить инструмент – на тот, что выполнен из твердосплавного металла и обладает покрытием, защищающим от нагрева в условиях повышенных температур.
- Взять на вооружение HSM-технологию, в соответствии с которой первый проход выполняется на всю длину кромки, а дальнейшие – лишь на четверть; это позволит убыстрить процесс производства, не повышая степень износа или вероятность возникновения поломок.
- Снизить диаметр резца, благодаря чему замедлится динамика окружного движения.
Скорость подачи слишком мала
Если привод стабильно не обеспечивает необходимую производительность труда, можно принять одно из следующих решений:
- Взять фрезу с сечением побольше – совет выглядит банальным, но на практике многие новички пренебрегают таким, казалось бы, простым решением.
- Уменьшить количество оборотов вала вплоть до тех пор, пока мощность не дойдет до нижнего предела допуска, то есть руководствоваться принципом «медленно, но верно».
- Взять инструмент, у которого меньше зубьев – актуально для вязких материалов, так как позволяет упростить отвод стружки; вместо трех заходов отдайте предпочтение одному, и тем самым увеличите подачу на резец втрое.
Налипание отходов при фрезеровании алюминиевых деталей
Данный металл отличается низкой температурой плавления и поэтому в значительном количестве остается на поверхности разогревшейся кромки. Новички часто решают этот вопрос путем замедления техпроцесса, но ведь это значительно снижает производительность труда, и выпуск заготовок обходится дороже.
Поэтому нужно поступить по-другому, а именно пересмотреть состав смазочно-охлаждающей жидкости, а если он в норме, то использовать его в большем объеме. Если оборудование в принципе не потребляет СОЖ, необходимо внедрить одно из альтернативных решений, допустим, удалять стружку вакуумным методом или периодически продувать зону контакта сжатым воздухом.
Обработка глубоких отверстий
В данную категорию попадают те, чья глубина в 6 раз больше диаметра. В этой ситуации важно не столько число оборотов шпинделя (формула его вычисления не поменялась), сколько специфика выполнения операции. Чтобы предотвратить поломку лезвия или его уход с оси, следует:
- использовать сверло с параболическими канавками, а не фрезу;
- постоянно и под давлением подавать СОЖ – смазка сможет эффективно вымывать стружку;
- периодически вынимать инструмент – как раз чтобы выполнять отвод снятого материала;
- решать задачу последовательно, в два резца разных диаметров – первую половину проходить тем, что поуже, вторую – тем, что пошире;
- убыстрить процесс – так, чтобы отходы шли непрерывной спиралью.
Как фрезеровать пазы
Для этого необходимо правильно соотнести глубину и ширину стружки с производительностью оборудования. Вы уже знаете, как рассчитать обороты шпинделя, а значит сможете без проблем вычислить скорость, обладая данными о диаметре фрезы.
Поэтому сосредоточим внимание на других закономерностях. Например, на том факте, что погружение в деталь способствует более равномерному распределению нагрузок, но оно же усиливает отгиб кромки и ухудшает отвод отходов. Ну а увеличение ширины приводит к замедлению обработки, а значит к производственным потерям.
Оптимальное сочетание в данном случае находится опытным путем: необходимо протестировать технику в самых разных режимах, и найти тот, который сможет лучше всего удовлетворять условиям выпуска. Важный момент: пробная заготовка должна быть идентична «реальной» во всем, в том числе и в материале исполнения. Только такой подход обеспечит необходимую точность результатов.
Теперь, когда вы знаете о вопросе все, вплоть до единицы измерения частоты вращения шпинделя (об/мин), можете заранее рассчитать, какая скорость нужны для выполнения актуальных технологических операций, и выбрать подходящее оборудование. Ответственные заводы-изготовители конструируют свои станки с учетом актуальных потребностей предприятий, включая в базовую комплектацию разнообразие инструментов, решений и технологий для обработки самых разных заготовок из металла, пластика, дерева. Именно такой подход исповедует ижевский «Сармат», в каталоге которого вы найдете сразу ряд достойных моделей – надежных, удобных в пользовании, высокопроизводительных, экономичных.