Пайка радиатора в домашних условиях своими руками и общая переборка печки

Сразу оговорюсь, речь пойдет о медном радиаторе. Речь о покупке нового не шла, так как сейчас уже продают только алюминиевые, а мне хотелось остаться с медным. Но все по порядку.
Итак, приветствую. Давно хотел залезть перебрать печку. Основная причина — некорректно работали заслонки. На лето печку приходилось перекрывать краником. Да и зимой, не во всех положениях шел действительно горячий воздух. Были так же подозрения и на радиатор — слегка отпотевало стекло изнутри.
Снимаем печку. Четыре шпильки из салона. Два барашка из под капота. А так же, отсоединяем тяги от рычажков к печке. Крепеж оболочки тяги (металлическая скоба) вытаскиваем вбок от/из корпуса печки. Отсоединяем проводку от термодатчика и моторчика, отсоединяем и глушим патрубки. Все. Можно извлекать.
Виды открываются завораживающие… Москвич, не иначе, проектировали танкисты… Люк у пола просто огромен. Под печкой на водостоке обнаружил кучу ржи. Долго и муторно вычищал дремелем с насадками, болгаркой и дрелью с корщетками. В итоге проковырял две дырки в салон…

Заварил, счистил излишки (насколько получилось). Несколько раз тщательно обработал цинкарем. Вымыл все с растворителем и обезжирил. Покрыл протравливающим грунтом…

С другой стороны все так же, но без дырок в салон. После высыхания грунта закрыл все герметиком. Делал на улице около дома друзей (своей розетки нет), поэтому специально прикупил другой вид герметика. Тоже полиуретановый, но позволяет красить "по мокрому". U-seal 501, цена около 250 рублей.

Дождался минут 15, пока немного схватится, и нанес эпоксидный грунт.

Неделю — две ездил без печки, холодно однако. А еще и мороз ударил. Мои впечатления можно описать фотографией моей жены, сделанной прошлой зимой.

Через неделю обработал место ремонта антикором на восковой основе, Ranal ML Insidecoating. Далее занялся самой печкой. Снимем защелки, раскручиваем болты, стягивающие корпус. Не забудьте найти один из них в щели в самом низу, между воздуховодов. Так же откручиваем гайки с двух сторон верней заслонки и снимаем (откручиваем) металлический рычаг управления.
Все, дальше располовинимаем. Лучше снимать вверх часть, противоположную патрубкам радиатора. В этом случае заслонки останутся на своих местах и будет легко понять что как потом должно быть.
Некоторое время печка аккуратно пиналась обходилась в коридоре.

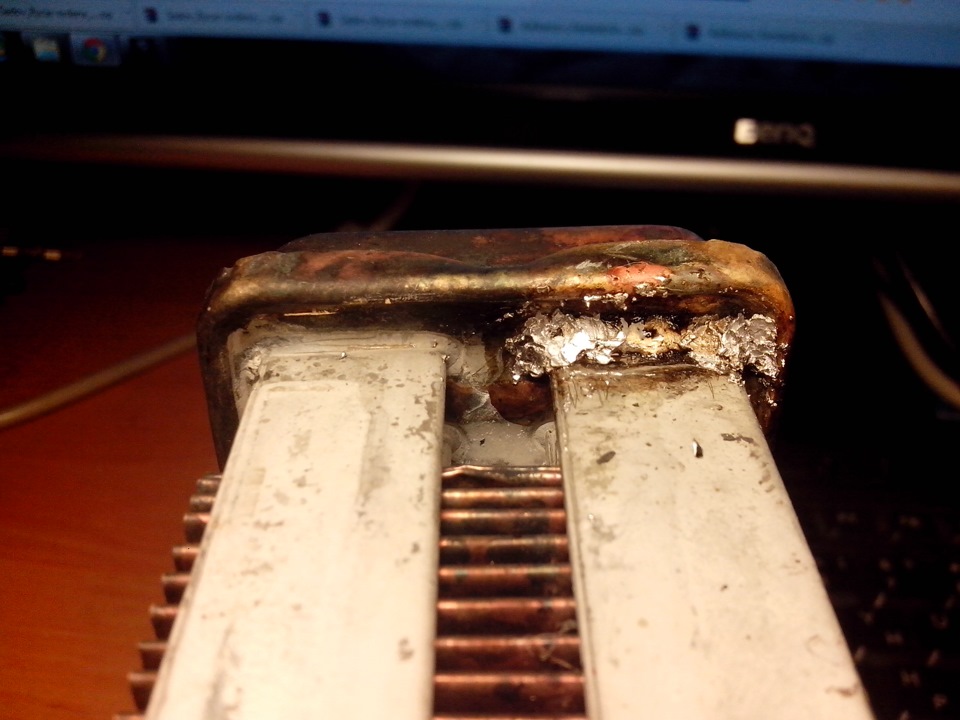
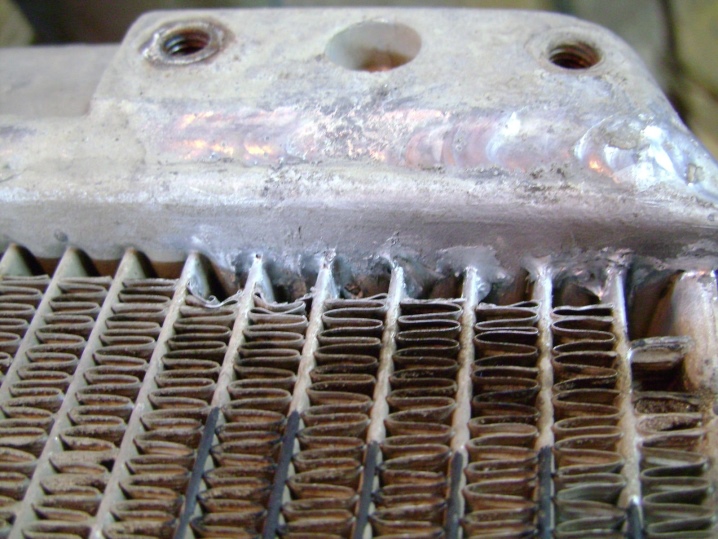
Извлекаем радиатор. По синему мокрому поролону в одном из мест, стало понятно, что, вероятно, он потек. Может когда вытаскивал пролил, но это вряд ли. Отдираем все и идем в ванную мыть. Все что получается вымываем, после чего заливаем внутрь насыщенный раствор каустической соды (сильная щелочь). Отъест все что угодно. Оставляем на ночь — две. Потом я и весь радиатор (почти, влезла в тазик только половина) в нее погрузил. Работаем в перчатках (важно!). Готово. Промыли снова все водой, высушили. Далее аккуратно заливаем водой радиатор так, чтобы мимо на него не пролилось. И смотрим где появятся следы воды. Явно тогда я увидел течь только в одном месте… Вылил всю воду и оставил его лежать на боку на столе на пару дней (работа). Через два дня в том месте я увидел такую картину:

Там где течь была заметной, все покрылось солями, как мехом. Так же, где герметичность была просто слегка нарушена, поверхность покрылась хорошо заметным белым налетом. Как, например, на этом месте крепления ячейки.

На фото контраст не сильный с другими местами пайки, в реальности же, видно все очень хорошо.
Итак, нам потребуются:

1) Паяльник. Не сильно мощный, но нормальный. У меня 25Вт, в принципе, хватало, но лучше даже побольше.
2) Припой мягкий. ПОС-61 или ПОС-63. Может потребоваться не мало, но стандартного мотка обычно хватает.
3) Флюс ЛТИ-120. Рекомендую именно его, ни в коем случае не кислоту для пайки. Почему? Потому что последнюю очень сложно убрать из швов, и со временем она начинает заново его разъедать. А оно вам надо?
4) Фен строительный. Фирма без разницы, они все греют около 600 С. Взятый у жены не подойдет.
5) Пинцет. Удобно расправлять соты. Придерживать припой. Да и вообще.
6) "Шкурка" на тканевой основе. Абразивный лист то есть. На бумаге тоже подойдет, но не так удобно. Будет рваться часто. У себя нашел с зернистостью 180, подошла вполне.
7) Сопутствующий инструмент. Узкогубцы (на фото нет, забыл в машине), керн с молотком. Ими удобно снимать / ставить боковые планки радиатора.
8) Деревянная доска, рабочие ХБ перчатки. При пайке радиатор будет сильно греться. Его надо будет куда то ставить и как то держать.
Чтож, начнем. Шкуркой зачищаем место пайки. Изнутри тоже, подлазием пинцетом, намотав на него шкурку. Смачиваем поверхность флюсом (тот что был на фото идет с кисточкой, самое то — не переборщишь) и нагретым паяльником начинаем наносить припой в обильном количестве.
Главное — чтобы держался. То, что на этом этапе он нормально не пропаялся — ничего страшного.
Переворачиваем, и с другой стороны ячейки добиваемся того же самого.

Соты, чтобы не мешались, отгибаем в сторону. Потом выправим. Если припой где то совсем не хочет держаться — оставляем пока как есть и переходим к следующему этапу. Берем фен и нагреваем место пайки. По изменению цвета припоя (начинает блестеть) контролируем момент когда он начинает растекаться. Немного не доходя до этого можно еще раз смочить его флюсом. В итоге должно получиться примерно так.

Тщательно осматриваем место пайки, и, если есть подозрения, повторяем последние два пункта. Добиваемся поверхности без пор. Много припоя — не мало. Лишнее, кстати, может капать при нагреве. Будьте осторожны.

Вот и все, запаяв все неблагоприятные места, можно ставить. Остатки канифоли (из флюса) можно счистить ножом, а после спиртом. Или еще чем ни будь, средств масса, найдете. А можно и не счищать. Вреда от нее никакого, по сути, это смола сосны. Радиатор после пайки снова промываем, от нагрева еще грязь внутри отвалиться могла.
Теперь вернемся к печке. От высокой температуры, со временем, заслонки может сильно повести. Как правило, винтом.

Нагреваем феном и выправляем. Нагревать и править надо областями по 5-10 см, не больше. Всю сразу не пытайтесь, только заслонку искорежит. А так, по частям, прикладывая к линейке как образцу, можно легко и быстро выправить всю заслонку.

Выправив все три заслонки, переходим к корпусу. Плоскость прилегания верхней заслонки, а так же прорезь крепления двигателя, сильно пострадали.

Выправляем и ее. После этого заслонка начнет нормально закрываться, по ней же и контролируем плоскость.
Как закончили, (корпус и заслонки до этого тщательно отмыли), обновляем все уплотнители. Был поролон, который стал сыпаться со временем. Заменяем его на битопласт. По структуре то же самое что и паролон, но выполнен он из современных материалов и не подвержен гниению и саморазрушению. Лучше всего 5мм, у меня оказался только 10мм, сделал все им. Закрывать корпус печки было нелегко))

Прод боковые панели радиатора тоже положил его же при сборке, чтобы не вибрировали. Чтож, собираем печку, аккуратно ставя все заслонки на свои места. Нижняя заслонка крепиться проволочной тягой к средней, средняя пружинкой связана с корпусом. С уплотнителем на ней пришлось попотеть, чтобы и двигалась во всех направлениях, и прилегала плотно. Аккуратно ножницами постепенно срезал все лишнее.
Собрали? Молодцы! В месте где крепится моторчик, как правило, остается щель. Сказываются деформации самого корпуса и усадка (я так понимаю) пластика. Закрываем ее алюминиевым скотчем.

Ставим на место моторчик с крышкой, и в обратном порядке монтируем на машину.
Ну и радуемся, радуемся, радуемся… =) Переключения заслонок — кайф. Четкое, ка щелчок затвора автомата.
Как запаять алюминиевый радиатор
Автомобильные алюминиевые радиаторы системы охлаждения, АКПП и кондиционера из-за своего местоположения часто разгерметизируются из-за механических повреждений. При этом алюминий плохо поддается пайке и сварке из-за плотной оксидной пленки на поверхности, которую трудно удалить механическим методом или нагревом. Слой окисла препятствует адгезии припоя с металлом, поэтому при нарушении технологии он легко отделяется и вновь образуется течь. В этой статье расскажем, как можно запаять радиатор охлаждения из алюминия самостоятельно, какие инструменты, флюсы и припои лучше подойдут для этой цели.

Как можно запаять алюминиевый радиатор
Перед тем, как запаять алюминиевый радиатор в домашних условиях, стоит выбрать подходящую технологию ремонта. Существует четыре основных метода восстановления охладительного контура:
- пайка паяльником или горелкой;
- химическая пайка (холодная сварка или эпоксидный клей);
- сварка в защитной среде инертного газа (TIG);
- композитное наращивание.
Основные особенности каждого метода ремонта описаны ниже в таблице.
Технологии пайки алюминиевого радиатора: особенности
| Метод пайки | В каких случаях применяется метод | Как долго служит такая пайка |
|---|---|---|
| Паяльник или газовая горелка | Небольшие (до 1 мм в поперечнике) трещины и сколы | Средний срок службы до 1–2 лет |
| Небольшие и средние трещины, сколы | ||
| Аргонодуговая сварка | Практически любые дефекты, к местам расположения которых можно подобраться горелкой | Очень долговечная, почти как заводская (до 10 лет и больше) |
| Химическая пайка (эпоксидная смола или сухая сварка) | Небольшие и средние трещины и пробоины. Применяется, если нет паяльного снаряжения или дефект в труднодоступном месте, куда не подлезть ни паяльником, ни горелкой. | От 1–2 лет при использовании универсальных клеев, до 5 лет – при применении спецсоставов для алюминия. |
| Композитное восстановление | Крупные пробоины снизу, вверху или по бокам радиатора, большие сколы на трубках сот. | От 1–2 лет при использовании универсальных полимеров, около 5 лет – со специальными составами для алюминия. |
Пайка своими руками паяльником/горелкой

Пайка радиатора паяльником
Пайка алюминиевого радиатора паяльником или газовой горелкой позволяет герметизировать трещины и пробоины до 1–2 мм, легко осуществляется в домашних условиях, но не дает долговечного результата.
В процессе пайки флюс разъедает слой окислов и препятствует образованию нового. Расплавленный металл припоя проникает в микрорельеф, взаимодействуя с атомами алюминия, но единой кристаллической структуры с ними, как при сварке, не образует. Из-за этого соединение, несмотря на относительно высокую прочность, остается неоднородным. Так как соединение разнородных металлов не восстанавливает прочность на 100%, под действием перепадов температур, вибраций и других механических нагрузок соединение со временем деградирует.
Химическая пайка

Использование холодной сварки
Альтернатива пайке алюминиевого радиатора, легко осуществимая в домашних условиях – химическое восстановление. В данном случае не требуется паяльное оборудование, а для герметизации отверстия используется полимерный материал. Это может быть эпоксидная или полиэфирная смола, либо «холодная сварка» – двухкомпонентный клей для металла. Метод работает для небольших трещин и дыр, позволяет быстро устранить течь без специнструмента, но недолговечен.
Полимерные клеящие составы не вступают в прямую реакцию с металлом, но за счет хорошего заполнения проникают в микрорельеф восстанавливаемого участка и образуют прочное зацепление после полимеризации.
Композитное наращивание

Ремонт большого отверстия композитным наращиванием
Разновидностью химического ремонта является композитное наращивание. Оно помогает заделать большие отверстия (до десятков миллиметров), например, восстановить пробитый нижний или верхний бачок. Подготовка поверхности осуществляется так же, как и при обычной заклейке, но в ходе ремонта дополнительно используется армирующий материал. Это может быть стекломат или стеклоткань (плотность от 300), углеткань, базальтовое полотно. В ходе ремонта вырезается фрагмент армирующего полотна, который пропитывается клеевым составом и укладывается на отверстие, чтобы полностью перекрыть его.
При выборе полимера для восстановления радиатора из алюминия важно выбирать материал со сравнимым коэффициентом температурного расширения. Это составы вроде «Эпокси металл – Момент», ABRO Steel, Novol Plus 710 и другие полимеры, которые рассчитаны на алюминиевые поверхности.
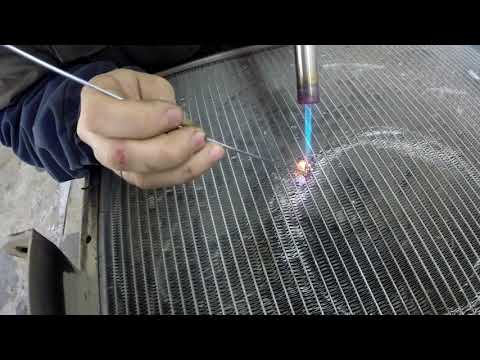
Сварка аргоном

Ремонт автомобильного радиатора с помощью аргоновой сварки
Самый надежный способ восстановления алюминиевого радиатора – сварка в среде защитного газа. Аргонодуговая сварка (TIG) позволяет устранить дефекты любого типа и площади при наличии доступа к поврежденному участку.
Недостаток технологии заключается в сложности и высокой стоимости: к некоторым дефектам сложно подобраться горелкой сварочного аппарата, в особенности человеку без опыта такой способ не доступен. Стоимость аппарата для TIG-сварки начального уровня – от 10 000 рублей. Поэтому, если есть возможность, лучше отдать специалисту – заварить алюминиевый радиатор аргоном стоит в среднем около 2000 рублей. Точная цена напрямую зависит от площади повреждений – стоимость сварки 1 кв. см – порядка 700 рублей.
Чем паяются алюминиевые соты на радиаторах
Вариантов, чем можно запаять алюминиевый радиатор автомобиля, достаточно много. Достаточно эффективными средствами являются:
- Железно-канифольный флюс. Подогретая канифоль смешивается со стальными опилками (можно обработать напильником не ржавый кусок металла) и служит защитой от образования оксидного покрытия. Припой по алюминию, который плавится при 150–250 °C, позволяет заполнить трещину без перегрева детали. Метод хорош при герметизации небольших трещин на сотах и трубках, но не очень эффективен при повреждениях более 5 мм.

Ремонт сот радиатора с припоем и газовой горелкой: видео
- Плавень для алюминия. Если флюс из канифоли с железом не позволяет добиться хорошей адгезии, вместо него можно использовать плавень, который готовится из хлористого калия, хлористого лития, хлористого натрия (поваренной соли), сернокислого натрия и криолита. Благодаря тому, что плавень борется с образованием оксидной пленки, припой хорошо схватывается на поверхности. Для пайки лучше использовать специальный припой вроде П150А, П250А, П350А или обычный оловянный ПОС-60.
- Припой флюсовый. Специальный флюсовый припой – это пустотелый пруток, наполненный флюсом для алюминия. Он плавится с помощью горелки и вводится в трещину. При плавлении флюс выделяет вещества, растворяющие оксидную пленку и обеспечивающие хорошую адгезию припоя с основным металлом. Подобрав нужную толщину прутка и интенсивность работы горелки (нужна температура около 400 °C), можно качественно запаять щели и пробоины до 5–10 мм.
- Припой с маслом. Чтобы помешать образованию окислов, можно обработать деталь минеральным маслом (ружейное щелочное или индустриальное, для швейных машин, различных станков). После покрытия маслом нужно зачистить ремонтную зону ножом или скребком, чтобы соскоблить оксидный слой. Масляная пленка блокирует доступ кислорода, поэтому новые окислы не образуются. В процессе пайки разогретым паяльником (желательно мощность от 90 Вт температура более 300 °C) масло закипает и удаляется из зоны ремонта. Жало при этом остывает, но сохраняет достаточные для расплавления припоя 150–250 °C. Припой схватывается на поверхности радиаторной пластины или трубки. Таким способом можно паять небольшие и средние дефекты, до 5–10 мм. Метод хорош при отсутствии специального припоя, так как запаять алюминиевый радиатор оловом под масляной пленкой намного проще, чем без нее.

Готовый флюс для алюминия SF-OR/AL-19
- Омеднение ремонтной зоны. Чтобы заблокировать образование окислов, перед тем как запаять соты алюминиевого радиатора, можно омеднить края повреждения методом анодирования. Для этого используется раствор медного купороса (служит источником меди и защитой), электрод из тонкой медной проволоки и батарейка или любой другой источник постоянного тока минимум на 1,5–3 вольта. Под действием тока атомы меди из купороса осаждаются на зачищенном алюминии, образуя медное покрытие. Так как медь меньше склонна к окислению на воздухе, обеспечить адгезию припоя с ней будет проще, чем с алюминием.
- Припой и флюс для алюминия. При наличии доступа к магазину реактивов для пайки, можно использовать готовые припои П150А, П250А, П350А и флюсы Ф-64, ЛТИ-120 или SF-OR/AL-19 для алюминия. Температура плавления припоев около 150–250 °C, что позволяет использовать маломощный паяльник.
- Эпоксидный клей. Двухкомпонентный полимерный клей – хорошая альтернатива, так как обеспечивает сравнимую надежность соединения, но не требует паяльного оборудования и навыков пайки. Вариантов, чем заклеить алюминиевый радиатор, много, но лучше использовать специальные составы вроде Эпокси металл Момент, Loctite 9466, Permatex Cold Weld 14600. Они хорошо пристают к алюминию, имеют сравнимые коэффициенты расширения, благодаря чему крепко держатся. С помощью эпоксидного клея можно латать даже большие пробоины, используя в качестве армирующего материала заплаты углеродное, стеклянное, базальтовое волокно или мат, или металлическую сеточку с мелкой ячейкой.
- Термитный карандаш. Это – состав на основе серы, магния, алюминия и других металлов, который поджигается и заплавляет пробоины без использования дополнительного оборудования. Сера и магний являются источником тепла, а другие компоненты – собственно припоем. Соединение не отличается высокой надежностью (проблему оксидной пленки термитный карандаш полностью не решает), но для небольших трещин до 5 мм оно подходит.
- Холодная сварка. Еще один вариант, чем заклеить алюминиевый радиатор отопления салона или системы охлаждения – полимерные составы, известные как «холодная сварка». Несмотря на народное название, они не имеют отношения к сварке и являются по сути полимерным клеем с наполнителем. Благодаря пластичности таких составов (вроде ASTROhim ACE-9305, Abro Steel) ими можно герметизировать даже относительно крупные пробоины (более 1 см).
Как запаять алюминиевую трубку радиатора: основные виды флюсов и припоев
- Хлористый калий — 56%;
- Хлористый литий — 23%;
- Криолит — 10%;
- Натрий сернокислый — 4%;
- Соль поваренная — 7%.
- Припой – П150А, П250А, П350А, ПОС-60.
- Щелочное ружейное масло или минеральное индустриальное масло.
- Припой с содержанием олова >50% (ПОС-60) или специальный для алюминия П150А, П250А, П350А.
- Медная проволока сечением 1 мм.
- Медный купорос (сульфат меди) раствор.
- Батарейка или другой источник постоянного напряжения 1,5–3 В.
- Для пайки – припой по алюминию.
- Мелкие и средние повреждения.
- Применяется, если не удается добиться хорошей адгезии припоя.
- «Эпокси металл Момент», Loctite 9466, Permatex Cold Weld 14600.
- Армирующее полотно или сетка.
Можно ли запаять алюминиевый радиатор самостоятельно?
Чтобы запаять алюминиевый радиатор автомобиля своими руками, потребуются:
- мощный (от 90 Вт) паяльник или газовая горелка;
- спирт или углеводородный растворитель (антисиликон, уайт-спирит, очищенный бензин и т. д.) для обезжиривания;
- припой (желательно в прутке с флюсом;
- флюс (если припой не флюсовый в прутке);
- щетка по металлу или наждачная бумага.
Подготовив все инструменты, нужно слить ОЖ, демонтировать радиатор, расположить его на столе и приступать к работам:
Как запаять алюминиевый радиатор — припой filalu 1192 nc: видео
- Зачистить место дефекта щеткой по металлу или наждаком для удаления загрязнений и толстых окислов.
- Обработать зону ремонта обезжиривателем.
- Включить прогрев паяльника или подготовить газовую горелку.
- Обильно обработать зону ремонта флюсом, чтобы он покрывал ее и блокировал доступ кислорода.*
- Прогреть зону ремонта зажженной горелкой или паяльником.
- Запаять отверстие, подавая припой под горелку или к жалу паяльника.
- После завершения пайки – проверить радиатор, заполнив его водой и подав давление (не более 8–10 атм.) компрессором или насосом.
*Если используется припой по алюминию с флюсом (вроде Filalu 1192 NC) – предварительно наносить флюс в зоне пайки не обязательно. При использовании кислотных флюсов их остатки после ремонта надо смыть, используя жидкость для смывки флюса или водный раствор соды 5–10%.
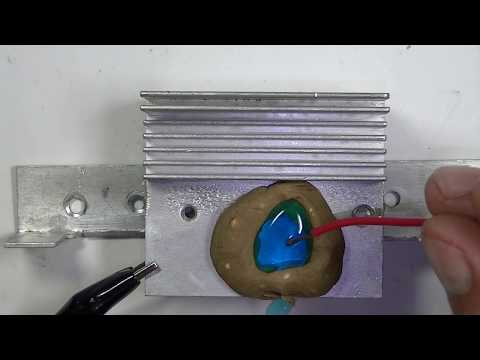
Для предотвращения образования оксидного слоя можно использовать гальваническое омеднение ремонтируемой поверхности. Так как медь лудится намного проще алюминия, тонкая ее пленка позволит добиться лучшей адгезии припоя. Для пайки автомобильного радиатора с меднением понадобятся:
- сульфат меди (медный купорос);
- источник тока с напряжением от 1,5–2 до 12 В с присоединенными к нему медными проводами;
- пластилин;
- обезжириватель;
- щетка по металлу или наждачка;
- припой;
- флюс;
- мощный паяльник.
Пайка автомобильного алюминиевого радиатора с меднением производится в таком порядке:
Как запаять алюминиевый радиатор автомобиля с меднением: видео
- Зона ремонта зачищается от окислов и обезжиривается.
- Вокруг пробоины из пластилина формуется отбортовка, предотвращающая вытекание раствора для анодирования. В отбортовку заливается водный раствор медного купороса 20%.
- Минусовой вывод источника тока присоединяется к массе радиатора. Плюсовой вывод погружается в толщу раствора купороса. При этом он не должен касаться массы.
- На провода подается ток, длительность подачи – около 2–5 минут, зависит от площади меднения и силы тока.
- После образования на поверхности медного покрытия купорос сливается, пластилин удаляется и поверхность обезжиривается. Слой меди очень тонкий, поэтому сильно тереть его не стоит!
- Паяльник включается на прогрев и в это же время зона ремонта покрывается флюсом.
- После разогрева паяльника его жалом прогревается зона ремонта и в нее подается припой.
При использовании химической пайки (холодная сварка, клей по металлу, эпоксидная или ПЭ-смола) порядок действий следующий:
- Зачистить зону ремонта от загрязнений и плотных окислов.
- Обезжирить поверхность, на которую будет нанесен ремонтный состав.
- С помощью кисти или другим способом (в зависимости от консистенции состава) нанести клеевой состав на отверстие. Если пробоина большая – нужно вырезать из армирующей ткани или сетки заплату, пропитать ее клеем и приложить к отверстию. После этого, как только смола начнет схватываться (обычно около 5 минут), нанести еще один ее слой кистью и повторить действие 3–5 раз.
- Выждать до полного застывания клея и провести тестирование, залив радиатор водой под давлением из водопровода или налив воды из любой емкости и создавая давление компрессором.
Нюансы пайки различных радиаторов
Все радиаторы (основной, масляный, печки, кондиционера) имеют единый принцип устройства и представляют сетку из трубок, соединенных с ребрами охлаждения. Но работают они с разными веществами, в разных условиях, поэтому отличаются нюансами конструкции и требуют разного подхода к ремонту:
- Основной радиатор для антифриза имеет относительно тонкие плоские трубки, но большое количество тонких ламелей из листового алюминия, проложенных между ними. Нормальное рабочее давление, на которое он рассчитан, составляет 1–2 атм, а температура – до 110–120 °C. Так как трубки тонкие, паять их одинаково удобно как припоем и горелкой или паяльником, так и химически, без армирования.
- Радиатор печки работает в условиях, схожих с основным (та же жидкость, те же давление и температура), но он меньше, поэтому для лучшей теплоотдачи имеет большее сечение каналов и плотнее пронизан сотами. Так как запаять алюминиевый радиатор печки из-за плотности компоновки сложнее, при этом дешевле, имеет смысл ремонтировать только мелкие и легкодоступные дефекты.
- Масляные радиаторы предназначены для охлаждения вязкой жидкости, поэтому у них сечение каналов больше. Температуры тоже выше, примерно на 10–20 °C, а рабочее давление достигает 5 атм. на высоких оборотах. Из-за этого паять такие радиаторы желательно высокотемпературным (от 300 °C) припоем, с качественным флюсом, или варить аргоном.
- Радиатор кондиционера по конструкции похож на основной радиатор, но не рассчитан на высокие температуры более 100 градусов, при этом держит давление до 3 атм. и выше. Поэтому имеет смысл паять только мелкие дефекты, либо пользоваться сваркой. работает с воздухом с температурой окружающей среды, и не сталкивается с высокими давлениями изнутри, но так как он должен пропускать большие объемы воздуха, то имеет крупное сечение каналов. Небольшие повреждения этих каналов паяются так же, как на основных радиаторах системы охлаждения двигателя. Если имеет место большой дефект, то перед тем, как запаять алюминиевый радиатор интеркулера, может потребоваться удаление части ребер сот для хорошего доступа к пробоине.
В каких случаях пайка алюминиевого радиатора бессмысленна
Можно ли запаять алюминиевый радиатор автомобиля самому паяльником, зависит от характера и степени его повреждений. Если дефекты значительные или расположены в неудобных местах, восстановительный ремонт нецелесообразен и лучше заменить поврежденную деталь на новую. Можно перечислить следующие случаи, когда нельзя запаять алюминиевый радиатор:
- Большое повреждение радиатора печки. Паять радиатор печки с крупными дефектами нежелательно из-за трудоемкости демонтажа и экономической нецелесообразности ремонта. Лучше сразу заменить деталь на новую.
- Деформация алюминия в месте стыка с пластиком. Ни припой, ни клеевые составы, не обеспечивают должной степени надежности ремонта, поэтому высок риск повторной протечки.
- Разрыв пайки после ремонта. Если даже качественную пайку срывает, снова появляется течь – значит, не обеспечивается нужная адгезия и ремонтное соединение не выдерживает давлений. Особенно это касается масляных радиаторов и конденсаторов кондиционера, которые работают с относительно высокими давлениями.

Значительные загрязнения радиатора почти невозможно почистить
- Значительное засорение радиатора. Сильно загрязненный и забитый радиатор теряет эффективность, и если промыть его не получается, то и ремонтировать его бессмысленно.
- Дефекты в толще сот. Если трубка дала течь не со стороны ребра, а внутри сот, скорее всего, имеет место износ и усталость металла. Так как в подобной ситуации добраться к трещине для ремонта трудно, придется удалять часть сот, что негативно скажется на эффективности охлаждения, а риск повторного разрыва велик.
- Разрыв на стыке трубки с бачком. Трещины и разрывы по шву, в зоне перехода трубки в бачок, трудно запаять из-за сложности доступа, а нагрузки там высокие и велик риск отслоения пайки.
В случае если одна трубка имеет значительные дефекты, не позволяющие нормально ее запаять, трубку можно вообще исключить из контура. Для этого ее нужно аккуратно обрезать в местах перехода в бачки (снизу и сверху или слева и справа), после чего запаять образовавшиеся щели, как показано на видео.
Исключение одной трубки из контура немного снизит общую эффективность радиатора (пропорционально количеству трубок: если их 20 – примерно на 5%, если 10 – на 10%), но при этом можно добиться качественного заполнения щели припоем и надежной герметизации.
Частые вопросы
Насколько безопасно запаять алюминиевый радиатор интеркулера?
Пробитый интеркулер лучше всего заварить аргоном. Запаять его тоже можно, но при этом следует соблюдать технологию пайки. Если припой отслоится – возникнет подсос воздуха, который вреден для мотора, а его выявить сложнее, чем течь антифриза.
Можно ли запаять радиатор без демонтажа?
Если к поврежденному участку можно подобраться – можно обойтись и без снятия радиатора, при условии что не придется работать с открытым огнем. Но, так как на современных авто компоновка плотная, обычно радиатор приходится снимать. Это удобнее и безопаснее.
Постоянно слетает олово с радиатора, как запаять?
Если припой не держится на поверхности детали – попробуйте более тщательно обработать участок и используйте другой флюс.
Аргон при сварке прожигает радиатор — что делать?
Если сварка прожигает металл радиатора – попробуйте:
- снизить сварочный ток;
- увеличить скорость перемещения горелки;
- увеличить подачу газа.
Чем заклеить дырку в алюминиевом радиаторе?
Заклеить пробоину в радиаторе можно двухкомпонентными полимерами, такими как полиэфирная или эпоксидная смола, холодная сварка. Большие дыры армируются стекломатом, стекловолоконной, базальтовой или карбоновой тканью.
Пайка радиаторов охлаждения

Нарушенная целостность радиатора охлаждения далеко не всегда означает суровую необходимость обращаться в ремонтную мастерскую. На самом деле во многих случаях хозяин, владеющий элементарными навыками пайки, вполне способен устранить возникшую проблему собственноручно. При этом не стоит браться за дело, не вникнув в тему, но с последним мы как раз готовы помочь.


Особенности пайки
В большинстве случаев радиатор охлаждения выполняется из алюминия, но, помимо алюминиевых, реже попадаются еще и медные, латунные, а то и пластиковые модели. Каждый из этих материалов специфичен тем, что предполагает особенности ремонта своими руками, и важно правильно выбирать тактику проведения работ в домашних условиях. В этой статье максимум внимания будет уделен алюминию – как наиболее популярному материалу для изготовления радиаторов для автомобильных двигателей и кондиционеров, но упомянем и альтернативные варианты.
Для алюминия, равно как и для меди, при контакте с кислородом характерно образование тонкой оксидной пленки на поверхности.
В случае с железом сказали бы, что металл заржавел и испортился, но в случае с алюминием и медью оксид хорош как раз тем, что не пропускает коррозию в толщу изделия. Тем не менее, заодно оксид мешает и пайке, потому что для нормального соединения припой должен контактировать непосредственно с металлом. Более того, пайка поверх оксида может спровоцировать как повторное растрескивание, так и дальнейшее расширение поврежденной зоны.


Непосредственно перед пайкой алюминиевый или медный оксид надо удалить, но проблема заключается в том, что он почти мгновенно образуется снова. Удалять его постоянно просто не получится, потому выполнять работы надо под флюсом – особым раствором, который не пропускает воздух к металлу. Хороший флюс разрушает уже образовавшуюся оксидную пленку и не дает образовываться новой.
Благодаря флюсовому покрытию припой не растекается, становится более управляемым. Наконец, «правильный» флюс не вступает в химическую реакцию ни с самим металлом, ни с припоем. У разных производителей рецепт флюса может быть разным, включая различные органические и неорганические компоненты, но важно, чтобы состав соответствовал всем вышеперечисленным требованиям.


Способы
Существует несколько способов ремонта алюминиевых и медных радиаторов, которые принято называть пайкой даже в том случае, если паяльник в процессе не участвует совершенно. Глобально их можно поделить на три большие категории.

Собственно пайка
Наиболее классический, веками проверенный способ ремонта металлических изделий, при котором трещины и ненужные отверстия латают расплавленным припоем. В случае с алюминием можно использовать два наиболее распространенных варианта припоя – либо канифольно-железный, либо оловянно-свинцово-висмутовый.
Именно эти два варианта ремонта радиаторов были вне какой-либо конкуренции в прошлые десятилетия, пока не появились другие способы ремонта печки автомобилей.
В обоих случаях методика отличается довольно высокой надежностью, и хотя радиатор придется снять на время работы, после ремонта деталь сможет прослужить еще очень долго.

Заклеивание
Чаще всего в такой ситуации применяют эпоксидный клей или цемент. Этот вариант сравнительно редко применяют именно для радиаторов охлаждения – он больше актуален в ситуациях, когда ремонт нужен немедленно, а снять поврежденную деталь нельзя. При всей простоте выполняемой процедуры заклеивание нельзя считать полноценным способом ремонта, потому что это именно краткосрочное латание – в ближайшее время радиатор все равно придется паять или полностью заменить.



Холодная сварка
Еще одна методика, в которой слово «сварка» фигурирует в большей степени для красоты, а паяльником на самом деле никто не работает. Этот способ ремонта появился сравнительно недавно, но грозит уже в ближайшее время капитально потеснить классическую горячую сварку, потому что он предельно прост и в то же время достаточно надежен, чтобы за целостность радиатора можно было не переживать.
Выполнить работу можно в кратчайшие сроки практически в любом удобном месте, она напоминает работу с обыкновенным детским пластилином.
Несмотря на довольно широкое трактование пайки в современном понимании, наша статья все же посвящена только классической горячей методике, потому на ней и сосредоточимся.

Инструменты и материалы
Чтобы классическая горячая пайка прошла быстро и легко, а главное – дала ожидаемый результат, есть смысл заранее подготовить все необходимые инструменты и материалы. В качестве таковых обязательно должны присутствовать следующие вещи.
- Паяльник. Главный инструмент, без которого пайка невозможна. Выбирать его можно любой конфигурации и размера, лишь бы им было удобно накладывать припой на поврежденный участок радиатора.
- Горелка. В домашних условиях это, скорее всего, будет обыкновенная кухонная плита, но если таковой поблизости нет, надо придумать, чем ее заменить. Необходимость в ней возникает потому, что припой надо расплавить. Топить его будем в тигле из тугоплавкого материала, который тоже должен быть под рукой.
- Припой. Олово в чистом виде, как для пайки во многих других случаях, используют сравнительно редко – куда практичнее оловянно-свинцовая смесь. Кроме того, в качестве припоя может применяться канифоль или даже обыкновенные железные опилки.
- Наждачная бумага. Понадобится для зачистки будущей обрабатываемой поверхности от различных загрязнений и неровностей.
- Спирт и растворитель. Необходимы для полноценной подготовки рабочей поверхности к последующей обработке.




Инструкция
Если ремонт одной лопнувшей трубки еще можно выполнить холодной сваркой, то спаять подводку или починить повредившиеся соты лучше старыми добрыми горячими методами. Если у вас пока нет сварочного опыта, не беда – специально для вас мы составили подробную пошаговую инструкцию того, как выполнить все правильно и без распространенных ошибок.

Подготовка
Вне зависимости от того, с каким припоем вы будете производить пайку, процедура подготовки обрабатываемого радиатора всегда выглядит примерно одинаково. Она предполагает следующие шаги:
- снять радиатор охлаждения, чтобы гарантировать, что в процессе пайки ничто не будет мешать, и вы не повредите другие узлы автомобиля;
- слить из радиатора всю охлаждающую жидкость, убедиться, что ее не осталось внутри, и что она не начнет течь в самый неподходящий момент;
- все обрабатываемые поверхности тщательно вымыть, отмыв с них всю грязь, которая в принципе поддается вымыванию;
- скорее всего, мытьем получится удалить не все загрязнения – то, что останется, надо хорошенько потереть наждачной бумагой, помогая ей в ее работе растворителем;
- очищенную от грязи поверхность надо обезжирить – для этого годится любая жидкость, в составе которой обильно присутствует спирт;
- паять стоит только идеально сухую поверхность, потому после завершения всех манипуляций поверхность радиатора тщательно вытирают досуха.



Технология
С точки зрения технологии, более простым принято считать способ пайки с применением канифольно-железного припоя – хоть он и требует значительного времени и усидчивости, но зато окажется вполне по силам даже стопроцентному новичку. Рассмотрение специфики пайки радиатора охлаждения начнем именно с этого способа.
После того как ремонтируемая поверхность была приведена в готовность к последующей обработке по вышеописанной методике, необходимо приготовить припой.

Оптимальный способ ее приготовления – в специальном тугоплавком тигле на газовой плите, но если повреждение совсем небольшое, и массы надо немного, то теоретически подплавить ее можно даже самим паяльником.
Приготовление припоя начинается с того, чтобы полноценно расплавить канифоль, дождавшись, пока она примет жидкое состояние. После этого к ней подмешивают железные опилки, которые нужно тщательно перемешивать, дабы готовая масса получилась однородной. Специалисты советуют выдерживать пропорцию примерно 2 к 1 с большим количеством канифоли.

Флюс для такой пайки покупается в магазине, торгующем товарами для мужчин «с руками». Не приобретайте любой флюсовый раствор – не имея опыта, лучше потратить время на общение с консультантом, дабы выяснить, какой флюс лучше всего подойдет для того материала, с которым вы работаете, и тех задач, которые вы решаете. Купленного флюса мастеру должно хватить для того, чтобы полностью покрыть обрабатываемую поверхность – возможно, даже с некоторым запасом. Обратите внимание, то флюс наносится еще до начала работы, и по завершении пайки рабочая поверхность тоже должна целиком находиться под ним.

Когда обрабатываемая поверхность полностью спрятана под флюсом, паяльником понемногу набирайте припоя и наносите на латаемую поверхность радиатора.
Тонкость состоит в том, чтобы припой сразу же покрывался флюсовым раствором сверху, иначе все труды пойдут насмарку. Паяльник должен двигаться как бы кругами, подталкивая уже нанесенный припой. Канифоль в составе последнего тоже участвует в разрушении оксидной пленки, потому такие движения помогают накладывать припой непосредственно на металл, а не просто на оксид.


Несмотря на относительную простоту вышеописанного способа, он актуален не всегда – если повреждение довольно крупное, то залатать его указанным способом не получится. Более того, вместо покупки флюсового состава разумнее сделать его самостоятельно – так он получится заметно дешевле. Именно с приготовления флюса и рекомендуется начать – конечно, после того как рабочая поверхность будет подготовлена по всем правилам. Флюс будет поликомпонентным, на основе хлористого калия, которого в составе должно присутствовать 56%. Из других компонентов на долю хлористого лития приходится 23%, криолита – 10%, поваренной соли – 7%, и еще 4% будут отданы сернокислому натрию.



К созданию флюсового состава надо отнестись максимально трепетно – добейтесь, чтобы все составляющие были вытерты буквально до состояния порошка.
В порошкообразном виде все компоненты старательно перемешиваются до однородного состояния. После этого получившуюся смесь разогревают в тигле до такой степени, чтобы все компоненты расплавились. Получившуюся жидкость не помешает еще раз тщательно вымешать, а затем вылить на место будущей работы.
Приготовления припоя происходит по той же схеме, что и в предыдущем способе, однако, компоненты будут немного другими. В данном случае припой будет состоять из олова с добавлением свинца и висмута, которые тоже плавятся в тигле и в идеале должны быть вымешаны до совершенно однородной консистенции. Далее этот припой точно так же, как и в первом случае, набирают небольшими порциями на кончик паяльника и наносят на обрабатываемую поверхность, не забывая о том, что последняя все время должна пребывать под флюсовым раствором.

Раз уж холодная сварка называется именно так, то рассмотрим и ее, хотя на самом деле в процессе нам совершенно не понадобится ни паяльник, ни припой, ни флюс. Основным материалом для ремонта в данном случае выступит специальный герметик, который может быть как одноцветным, так и двухцветным – во втором случае его необходимо старательно вымешать перед началом работ, чтобы он приобрел однотонную консистенцию. Разминают массу руками – их усилия будет достаточно, поскольку по плотности и сопротивляемости сжатию герметик очень напоминает пластилин.

Обратите внимание, что субстанция не должна попадать на открытую кожу, поэтому руки обязательно защищают перчатками.
После того как радиатор будет снят и должным образом подготовлен (подготовка не отличается, вне зависимости от того, холодная сварка или горячая), оцените на глаз размеры обрабатываемого повреждения и отделите цельный кусок массы, которого должно хватить на ее перекрытие. Установив кусок герметика на место, прижмите его и тщательно затрите так, чтобы по краям не оставалось видимых швов, трещин или просто слабых мест. Такая задача по затирке выполняется при помощи увлажненного шпателя.

На схватывание герметику в среднем нужно около 5 минут, точное время завершения полимеризации зависит от атмосферных условий, в которых производится ремонт, и специфики состава от конкретного производителя. В процессе застывания на поверхности латки могут периодически образовываться пузыри, связанные с усадкой материала и газообменом между внутренней и наружной стороной радиатора. Игнорировать такие явления не следует – застывая в толще герметика, воздушные пузырьки истончают латку и делают ее менее прочной и долговечной, что не пойдет на пользу ремонту.

Дабы избавиться от такой проблемы, все 5 минут (или любой другой срок до момента полного застывания герметика) следите за его поверхностью и своевременно разглаживайте воздушные пузырьки шпателем, не забывая увлажнять его, чтобы масса не клеилась к нему. Для дополнительного укрепления место, залатанное при помощи холодной сварки, в некоторых случаях дополнительно прихватывают хомутом. Есть в этом необходимость или нет – решать мастеру, отталкиваясь от масштабов повреждения и кажущейся надежности заплатки.