Изготовление прокладок из Силикона
 1.jpg Изготовление прокладок из Силикона. Элементы оборудования.
1.jpg Изготовление прокладок из Силикона. Элементы оборудования.  2.jpg Изготовление прокладок из Силикона. Элементы оборудования.
2.jpg Изготовление прокладок из Силикона. Элементы оборудования.  3.jpg Изготовление прокладок из Силикона. Элементы оборудования.
3.jpg Изготовление прокладок из Силикона. Элементы оборудования.  4.jpg Изготовление прокладок из Силикона. Элементы оборудования.
4.jpg Изготовление прокладок из Силикона. Элементы оборудования.  5.jpg Изготовление прокладок из Силикона. Элементы оборудования.
5.jpg Изготовление прокладок из Силикона. Элементы оборудования.  6.jpg Изготовление прокладок из Силикона. Элементы оборудования.
6.jpg Изготовление прокладок из Силикона. Элементы оборудования.  7.jpg Изготовление прокладок из Силикона. Элементы оборудования.
7.jpg Изготовление прокладок из Силикона. Элементы оборудования.  8.jpg Изготовление прокладок из Силикона. Элементы оборудования.
8.jpg Изготовление прокладок из Силикона. Элементы оборудования.
Доброго времени суток!
К новой 10-литровой кастрюле с крышкой изготовил силиконовую прокладку следующим образом:
1) Обернул крышку и верх кастрюли пищевой плёнкой (силикон к ней после твердения не липнет).
2) На крышку по кантику выдавил силикон, пришлось пройти 2 раза чтобы получить достаточную толщину.
3) Разровнял силикон мокрым пальцем, положил осторожно на кастрюлю. Кастрюлю потом перевернул, чтобы давила своим весом
4) После твердения обрезал лишнее и залил несколько образовавшихся раковин вручную.
Результат вполне удовлетворительный, хотя есть небольшая неравномерность по толщине.
Если желательно получить точную толщину, можно положить под плёнку между крышкой и кастрюлей спички или толстый провод, потом после отвердения убрать и залить получившиеся пазы.
Серьга Студент Донбасс 37 4 
Ничего не получается пленка не липнет к алюминию, ни как. я пробовал ее обезжирить бутанолом, не помогло, пробовал ацетоном, тоже не помогло. В конце концов прилепил скотчем. Затем была проблема как сделать канавку под прокладку, пробовал пальцем, не получается. одним пальцем углубляешь, за другим поднимается! взял пвх-шланг тот же результат прилипает к шлангу. Взял обрезок резинового шланга, вроде получилось, но тоже как-то не так. за резиновым шлангом хуже тянется пленка. канавка получается не глубокой, хотя промята хорошо вовнутрь, но не полностью. начал заливать силикон думал придавит, ха, ищи дурака! в конце концов плюнул и выдавил прям на люминь и разровнял шпателем!  Img_0122. Изготовление прокладок из Силикона. Элементы оборудования.
Img_0122. Изготовление прокладок из Силикона. Элементы оборудования.  Img_0123. Изготовление прокладок из Силикона. Элементы оборудования.
Img_0123. Изготовление прокладок из Силикона. Элементы оборудования.  Img_0124. Изготовление прокладок из Силикона. Элементы оборудования.
Img_0124. Изготовление прокладок из Силикона. Элементы оборудования.  Img_0125. Изготовление прокладок из Силикона. Элементы оборудования.
Img_0125. Изготовление прокладок из Силикона. Элементы оборудования.
 IMG_0122.JPG Изготовление прокладок из Силикона. Элементы оборудования.
IMG_0122.JPG Изготовление прокладок из Силикона. Элементы оборудования.  IMG_0123.JPG Изготовление прокладок из Силикона. Элементы оборудования.
IMG_0123.JPG Изготовление прокладок из Силикона. Элементы оборудования.  IMG_0124.JPG Изготовление прокладок из Силикона. Элементы оборудования.
IMG_0124.JPG Изготовление прокладок из Силикона. Элементы оборудования.  IMG_0125.JPG Изготовление прокладок из Силикона. Элементы оборудования.
IMG_0125.JPG Изготовление прокладок из Силикона. Элементы оборудования.
Аквалюб Профессор Хмао-Югра 3.4K 996 
FlashSighter, Вот думаю в следущий раз можно будет кальку маслом предварительно смазать..
Просто когда прокладка подсохнет немного, так, что бы не деформировалась , кинь её в воду. И застынет быстрей и калька сама отпадёт, без всякого масла.
Сферы применения термостойких силиконовых прокладок
Силиконовые каучуки – это кремнийорганические полимерные соединения, сделанные из силоксанов. Производство основано на реакции полимеризации и последующей вулканизации с помощью органических перекисных соединений или γ-излучения.
Прокладки из силикона устойчивы к влиянию атмосферы, перепадам температур, действию реагентов; демонстрирует абляционную стабильность. Это означает, что термостойкая резина не разрушается при механических, термических, термоокислительных нагрузках.
Основные свойства

Силоксановый каучук – материал, который одинаково успешно используют в изделиях для каждодневных бытовых нужд и при создании авиалайнеров и космических кораблей.
Термостойкость прокладок из силоксанового полимерного сырья превышает аналогичный показатель, характерный для всех других пластиков.
Силиконовые каучуки сохраняют рабочие параметры при отрицательной температуре, достигающей -60 ℃, положительной – до +250 ℃. Существуют отдельные виды термостойких силиконовых прокладок, которые предназначены для применения при -100 и + 400 ℃.
Термостойкие прокладки отличаются длительным сроком службы, поскольку устойчивы к механическому и химическому воздействию.
Они гигиеничны и в большинстве своем безвредны для человека и животных. Благодаря всем этим свойствам их применяют в самых разных производственных сферах.




Изготовление прокладки своими руками
На сегодняшний день в магазинах можно отыскать огромный ассортимент специальных силиконовых деталей для герметизации самогонного аппарата. Есть возможность приобрести сразу комплект уплотнителей и оснастить все ненадежные части конструкции, но отъявленные самогонщики предпочитают, как в старые добрые времена, сооружать весь самогонный агрегат самостоятельно, без использования магазинных новшеств.
Если найти подходящую деталь не выходит можно изготовить термостойкий силиконовый пищевой герметик для самогонного аппарата самостоятельно в домашних условиях.
Для этого необходимо иметь в наличии несколько необходимых предметов:
- силикон для аквариумов, непригодный для использования в сантехнических целях;
- лист бумаги, карандаш;
- два отрезка прозрачной пищевой пленки необходимого размера.
Важно . Как сделать сухопарник (дефлегматор) своими руками: для чего нужно устройство и пошаговое изготовление, какие бывают виды
Последовательность действий изготовления силиконовой прокладки:
- Нарисовать на листе бумаги точный эскиз необходимой детали, это можно сделать, приложив старый уплотнитель. В качестве основы для наращивания прокладки следует использовать предмет с жестяной поверхностью, например крышку из-под банки пива.
- После разместить сверху пищевую пленку, заполнить нижнюю часть рисунка силиконом.
- Покрыть еще одним слоем пленки, наверх положить предмет с ровной поверхностью, например дощечку. Оставить подсыхать на сутки.
- По истечению указанного времени нужно снять пленку и проверить степень полимеризации, немного прижав пальцем материал. Полимеризация силикона происходит в среднем со скоростью 2 мм в сутки.
- Постепенно наращивать материал по частям слоями, дождавшись полного остывания предыдущего слоя.
Совет! Чтобы прокладка быстрее подсохла можно расположить ее возле обогревателя или периодически сушить ее с помощью фена, отстраняя прибор на далекое расстояние.
Перед тем как использовать самодельную прокладку следует прокипятить изделие, чтобы избавиться от характерного неприятного запаха и только после этого применять для гармонизации установки для перегонки самогона.








Для оборудования, автомобилей и утепления окон
Уплотнители, мембраны из теплостойкой резины устанавливают на термопрессы, котельное оборудование. Хорошие эксплуатационные характеристики демонстрируют силиконовые шланги, другие части агрегатов, подвергающиеся большой температурной нагрузке.
Термостойкие прокладки из резиновых кремнийсодержащих полимеров установлены на оборудовании для запаивания пакетов.

Благодаря устойчивости силиконовых уплотнителей к действию антрифризов, смазочных масел, ультрафиолетовых лучей, отсутствию износа они нашли применение в автомобилестроении.
Термостойким силоксановым каучуком изолируют детали. Он способствует улучшению амортизационных показателей машин, увеличивает комфортность салона, сокращает износ деталей и элементов отделки.
Термостойкие прокладки из силикона присутствуют в двигателе, фарах, системе зажигания, свечах, заслонках системы вентиляции, электропроводке.
Термостойкие прокладки из силикона – бессменный атрибут современных новостроек. Они представлены в уплотнениях оконной продукции, наружных и межкомнатных дверей; эффективно гасят звуковые и вибрационные волны.
Какими бывают соединительные элементы?
Сегодня популярны навесы-трансформеры, то есть – из одних, условно назовем их – запчастей, можно собрать и дистиллятор-прямоточник, и ректификационную колонну.
А чтобы все это работало, необходимо обеспечить надежную герметичность каждого соединения, а их там может быть до десятка. Поэтому применяют соединительные элементы:
- клампы – быстроразборная арматура несложной конструкции с силиконовым наполнителем либо прокладками. В России не выпускаются, поступают к нам из Европы или Азии (Китая);
- фланцы – соединения куба и навесов на шпильках и гайках-барашках. Также не эффективны без силиконовых или резиновых прокладок;
- сварные соединения (нержавеющие или металлические трубки). Их недостаток – в невозможности качественно промыть систему после перегонки. А остатки при брызгоуносе сказываются негативно на последующих перегонах;
- силиконовые шланги могут составлять всю систему соединения навесов и перегонного куба. Особенно задействованы при самостоятельном изготовлении сухопарников/барботеров и холодильника.
В электротехнике
Высокие диэлектрические показатели позволяют применять термостойкие силиконовые прокладки в электротехнике. Они выдерживают любые температурные нагрузки, действие агрессивного окружающего пространства.

Отличные диэлектрические показатели, стойкость к воспламенению, возможность применения при высоких температурах позволяют благополучно использовать силиконы при производстве изоляторов для линий электропередач, энергопоставляющих коммуникаций железных дорог.
При сборке
Искать любые прокладки для конструкции самогоноварения не надо, если устройство это покупается в магазине. Всё необходимое идет в комплекте. Собирая «аппаратуру», надо не повредить силикон чрезмерными усилиями затягивания резьбовых соединений. Он упруг и под действием металла сплющивается. Для самогонных самодельных конструкций подобрать нужного диаметра и толщины герметичное кольцо или колечко несложно. Можно использовать и жидкий силикон, и уплотнители из него, имеющиеся в торговле.
В медицине
Термостойкие прокладки из силоксановых каучуков не содержат токсичных компонентов, абсолютно безвредны, гигиеничны. Их широко применяют в медицине, фармацевтической промышленности, а также при производстве товаров гигиенической и детской группы.
В разнообразном ассортименте представлены зонды, катетеры, системы для внутривенных инъекций, маски, протезы, имплантанты из силиконовых полимеров.



Для малышей из силиконового материала делают соски, насадки, игрушки, бутылочки. Термостойкая силиконовая продукция подлежит многократной стерилизации, не вызывает никаких физиологических реакций неприятия, хорошо моется, не стимулирует прилипания пыли.
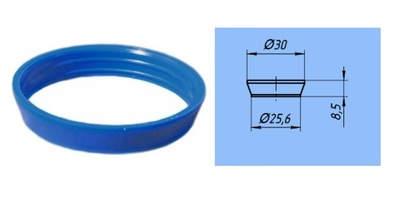
Прокладка на молочную флягу
Изготовить своими руками силиконовую прокладку на молочную флягу, характеризующуюся особой эластичностью, стойкостью к повышенным температурам, довольно просто. Для этого рекомендуется следовать следующему алгоритму действий:
- Вытянуть имеющийся уплотнитель в виде кольца.
- Углубления в крышке необходимо заполнить силиконом для аквариума приблизительно на треть глубины, где находилась прежний уплотнитель.
- Оставить конструкцию до полного высыхания материала. На это потребуется не меньше суток. Также если силикон застыл только на верхней части, а при надавливании внутри еще ощущается желеобразная масса оставить сохнуть материал еще на 1 или даже 2 дня.
- Такие заполнения необходимо совершить как минимум 3 раза, после чего убедиться, герметична ли емкость при закрытии.
- Проследить, чтобы бидон хорошо закрывался, если этот процесс происходить с большим усилием или вовсе не получается это сделать, значит силикон следует аккуратно подрезать. Также не исключено, что после высыхания окажется, что толщина уплотнителя недостаточна, в таком случае нужно добавить силиконового материала.
Важно . Рекомендации как правильно гнать самогон с сухопарником

Совет! При недостаточной толщине можно отказаться от повторного нанесения слоя силикона. Решить проблему лучше с помощью подложки под зажим бидона. Таким образом, крышка глубже сядет, а силиконовому уплотнителю удастся поджать все щели.
Изготовление такого уплотнителя для молочной фляги занимает много времени, поскольку происходит в несколько этапов, но качественность исходного изделия порадует.

В пищевой промышленности и животноводстве
Прокладки из силикона устанавливают на оборудовании в пищевой промышленности, в сельском хозяйстве. Фермеры ведущих предприятий приобретают силиконовые подстилки для животных.
Такая резиновая продукция легко очищается как сухой, так и влажной уборкой. Ухоженные животные поставляют безопасную продукцию. Материалы из силиконового каучука имеются в деталях доильных аппаратов.
Большое количество трубочек и шлангов из силикона используют при разливе молока. Материал соответствует международным требованиям к сырью, контактирующему с пищевыми продуктами.

Термостойкие прокладки из кремнийсодержащих каучуков устанавливают на пароконвектоматах, тепловом и холодильном оборудовании предприятий питания и пищевых производств.
Всем хорошо знакомы уплотнители на домашних кухонных комбайнах, хлебопечках, йогрутницах, мультиварках. Благодаря особой термостойкости этот пластик применяется для литья форм, использующихся при выпечке хлеба и кондитерских изделий.
Достоинства и недостатки силиконовой прокладки
Силикон – это безопасное вещество, которое активно применяется для различных целей, в частности медицинской и пищевой промышленности. Если потратиться на высококачественную и дорогостоящую прокладку для самогонного аппарата и бережно с ней обращаться, можно на долгие годы забыть о покупке уплотнителей.
Среди основных достоинств силиконовой прокладки для самогонного агрегата, стоит указать:
- способность переносить низкие и высокие температурные показатели, диапазон температур, при котором силикон сохраняет свои рабочие качества: -60 – +315 градусов, существуют и более термостойкий материал, что может применяться при показателе +400 градусов;
- гибкость и эластичность продукции;
- переносимость агрессивных соединений, а именно концентрированные растворы солей, спирты, другие вещества;
- механическая прочность материала, что находится на высоком уровне;
- экологическая безопасность и гигиеничность, поскольку силикон не влияет на продукты питания и нормально действует на окружающую среду, людей и животных;
- силиконовый материал в отличие от резиновых уплотнителей не издает неприятный запах при нагревании;
- устойчивость к воздействию высокого и низкого давления солнечных и ультрафиолетовых лучей.
К основным недостаткам силиконовых прокладок можно отнести их недолговечность, в том случае, если материал был некачественным и недорогим. Дешевая деталь может испортиться сразу же после двойной перегонки. Следовательно, одним из наиболее важных минусов такого элемента в его высокой стоимости, именно этот фактор и отталкивает покупателей.

Что учитывается при конструировании
По принципу действия домашние самогонные аппарату относятся к устройствам дистилляторного типа, т.е. используют вышеописанный механизм, в отличие от промышленной выработки спирта, где используются ректификационные колонны, основанные на разделении сырья на фракции. При конструировании самогонного аппарата учитываются такие основные его характеристики:
- Производительность или объем аппарата. Для удовлетворения собственных потребностей обычно изготавливаются устройства, способные переработать порядка 15-20 л сырья. В этом случае перегонная емкость испарителя имеет объем в пределах 11-13 л. При желании обеспечить большие объемы самогона (более 35 л) перегонный куб должен иметь емкость не менее 22-24 л.
- Материал для аппарата. Самым лучшим материалом для корпуса установки считается нержавеющая сталь. Можно использовать лист толщиной 1,5-2 мм. Другим материалом, который абсолютно инертен к спирту при нагреве, является медь, но она несколько дороже стали. Ряд деталей изготавливается из стекла, которое обладает абсолютной химической стойкостью.
- Очистительные способности. Готовый продукт без надлежащей очистки употреблять опасно. Для обеспечения очистки устанавливается специфический фильтр (сухопарник).
- Рабочая температура. В испарителе отбор пара обеспечивается при температуре 65-70 ºС, а рабочая температура в процессе всей перегонки поддерживается в диапазоне 68-82 ºС.
Какие шланги лучше использовать?
В местах, где соединение предполагает соприкосновение с продуктом, который вы будете употреблять внутрь, допустимо соединение только на трубках из пищевой нержавеющей стали, меди либо силикона.
Внимание. Силикон также делится на пищевой и технический.
Непищевой имеет слабую устойчивость к жирам и кислотам, у него меньший срок службы. А силикон, произведенный в Китае, к тому же токсичен. Поэтому в профессиональном производстве самогонных аппаратов его не применяют.
ПВХ, а также резиновые и полиуретановые трубки допустимы исключительно для подвода и отвода воды к проточному холодильнику.
Чтобы навсегда отказаться от использования резиновых и ПВХ изделий, достаточно провести всего один перегон с такими трубками. Мало того, что в продукт попадут непонятные и непредсказуемые химические соединения, вкус будет отвратным, а послевкусие таким, словно вы клея ПВА напились.

Где взять силикон для прокладок?
- кубом и крышкой;
- сухопарником и холодильником;
- кубом и ТЭНом.
И другие части перегонной системы следует герметизировать силиконовыми уплотнителями.
Их можно уже готовыми купить в специализированных магазинах. Но не всегда удается подобрать из стандартного набора размеров и толщины, особенно если аппарат собственноручного изготовления.
В таком случае (хоть и не всегда) можно использовать, например, силиконовые кухонные коврики. Но у них есть недостатки: неоправданная дорогивизна и слишком малое сечение. Толщина такого коврика редко превышает 1 мм.
Из проточного – непроточный и наоборот
Расскажем о способах охлаждения, которые очень пригодятся в жизни самогонщика.
Возможно, вы пребываете в раздумье, какой тип охлаждения лучше для вашего случая.
К примеру, вы его используете и в квартире, где вода есть в кране, и на даче, где водоснабжение или по часам, или – из колодца.
Лучше остановиться на проточном. Поверьте, его без труда можно использовать даже в том случае, если никакой проточной воды у вас нет. А мы расскажем, как это сделать.
- чистая емкость для воды на 40 – 50 литров. Это может быть кастрюля, молочная фляга, пластиковый бидон и т.п.;
- табурет (тумбочка, стол), на котором будет стоять емкость с холодной водой;
- два подводных шланга к охладителю аппарата. Если нет силиконовых, подойдут и ПВХ, ведь с продуктом (самогоном) они никак не соприкасаются. Холодильник состоит из змеевика, внутри которого конденсируются пары спирта и водяной рубашки, которую мы и собираемся снабжать холодной водой;
- к концу шланга, предназначенного на подвод воды желательно привязать небольшой груз, удерживающий его на дне емкости с водой;
- для регулировки потока воды или ее перекрывания понадобится зажим, которым может служить тугая бельевая прищепка;
- два ведра для использованной охладителем воды (их придется менять).
Порядок действий предельно прост:
- Опускаем шланг от нижнего штуцера холодильника в емкость с холодной водой.
- На пол рядом с емкостью, стоящей на возвышении, ставим ведро.
- Из шланга, находящегося на верхнем штуцере холодильника, начинаем аккуратно подсасывать воду, пока она не заполнит все пространство водяной рубашки холодильника и не польется через шланг.
- Немедленно опускаем этот шланг в стоящее на полу ведро и наблюдаем, как вода идет самотеком. Ее поток не прекратится до тех пор, пока в емкости «на подачу» в холодильник есть вода.
- Согнув в ведре отводящий шланг и пережав его зажимом, мы полностью перекроем поток. При освобождении от зажима вода снова потечет. Так же, прижимая ровную трубку, можно регулировать скорость потока. Пока не начнет капать самогон, нет смысла пускать воду на полную. Затем зажим лучше убрать ради хорошего охлаждения змеевика.
- Первые несколько ведер собранной воды (пока она еще недостаточно нагрелась) можно вернуть обратно в стоящую на стуле (столе) емкость. Затем придется теплую воду выливать (использовать для полива) и доливать холодную воду в емкость с охладителем.
Высота холодильника никакой роли в данном случае не играет.
Этот метод работает безотказно, если случайно шланг не всплывет наверх и не «ухватит» воздух. В таком случае придется снова проводить «подсос»
Поэтому так важно, чтобышланг оставался погруженным. Еще можно использовать для работы проточного холодильника в замкнутом режиме мини-насос (аквариумный), но его минус в том, что насос еще нужно приобрести
Но если он уже есть – почему бы и не применить: одеваете на патрубок насоса шланг подачи воды в охладитель, опускаете насос в емкость с водой.
Отводящий шланг опускаете сюда же и перекачиваете. Но воду все равно нужно менять по мере нагревания.





Можно ли использовать непроточный холодильник, как проточный? Да, если вам удастся расположить емкость со змеевиком в раковине. Сюда тонкой струйкой будет поступать вода с крана и самотеком стекать в раковину. Плюс в том, что теплая вода поднимается вверх, и именно она стекает, а холодная – из крана, опускается вниз, вытесняя из емкости нагретую.
Как сделать форму из силиконового герметика
Здесь тоже нет никаких сложностей. Понадобится любой силиконовый герметик.
- Герметик выдавить на тарелку и подмешать к нему картофельный крахмал.
- Вымесить получившееся тесто.
- Необходимую заготовку нужно смазать обычным кремом для рук или маслом.
- Облепить заготовку каучуковым тестом и поставить стоять до следующего дня.
- За сутки тесто должно застыть. Затем необходимо только разрезать его все тем же канцелярским ножом и вынуть заготовку.
Можно еще сделать так. Из силиконового теста скатать шарик и вдавить в него заготовку. Выровнять края. Через несколько часов проверить затвердел силикон или нет. Если да, то заготовку можно вынимать. Получившаяся самодельная форма готова!
Работать с материалом очень интересно, особенно творческим людям. Можно творить с этим материалом все, что угодно, делать различные отливки для грима,изготовить необычную игрушку или фигурку, сделать силиконовую маску а также использовать как клей для поделок. Технология изготовления сложных изделий конечно требует наличия определенных навыков, однако простые фигуры не составит труда сделать даже ребенку. Однако если захочется такую силиконовую форму использовать для выпечки, то от подобного желания стоит отказаться, для пищевого применения он не подходит. Лучше приобрести промышленную силиконовую форму.
Выбираем прокладку для самогонного аппарата
Без прокладок герметичности не обеспечить, а значит – и качественного перегона. Не стоит говорить о «допотопных» методах – типа обмазывания мест соединения тестом, глиной, чем-то еще. Создавая чистый и приемлемый по вкусу самогон, ориентируйтесь на современные материалы и методы.
Какая лучше?
Использование прокладок промышленного производства предпочтительнее, поскольку они гарантируют долгую службу и надежность. Но в экстренных ситуациях винокуры научились изготавливать эти детали собственноручно.
При небольших диаметрах допустимо использование кусочка силиконового шланга. Если этого недостаточно – то и силиконового герметика.
Приведем простейший вариант:
- Из толстой бумаги (картона) изготовьте шаблон прокладки, точно повторяющий ее форму и желаемую высоту.
- Сделайте в невысокой емкости, превосходящей по ширине будущую прокладку, густой раствор гипса или штукатурки.
- Опустите в него макет прокладки и дождитесь полного высыхания.
- Извлеките картон. Форма для будущей прокладки готова.
- Смажьте форму подсолнечным маслом и заполните герметиком.
- Подровняйте верх (линейкой, картонкой и т.п.).
- После застывания герметика обрежьте возможные пленки и неровности.
- Долговечная и прочная прокладка готова.
Важно. Применение резины для прокладок в самогонных аппаратах крайне нежелательно.
Даже если вы используете в качестве перегонного куба скороварку или молочный бидон, замените резиновую прокладку на силикон, иначе не избежать привкуса резины в готовом продукте. Брага – агрессивная среда, требующая особого отношения.
Где взять?
Купить прокладки различной толщины и диаметра из силикона, в том числе, для молочных бидонов, можно через интернет.
В крайнем случае, если не найдете размера, покупайте пластины, из которых можно вырезать любую прокладку. Толщина – от 1 мм до 6 см.

Применение
Прокладки используют везде, где детали, из которых состоит самогонный аппарат, соединяются друг с другом. Необходимы при:
- подсоединении царги на фланцах к перегонному кубу;
- использовании крышки куба на резьбе;
- соединениях на клампах;
- резьбовом креплении гильзы для термометра;
- установлении сливного краника на кубе;
- подключении ТЭНов;
- установке сильфона.
Выбираем прокладку для самогонного аппарата
Без прокладок герметичности не обеспечить, а значит – и качественного перегона. Не стоит говорить о «допотопных» методах – типа обмазывания мест соединения тестом, глиной, чем-то еще. Создавая чистый и приемлемый по вкусу самогон, ориентируйтесь на современные материалы и методы.
Какая лучше?
Использование прокладок промышленного производства предпочтительнее, поскольку они гарантируют долгую службу и надежность. Но в экстренных ситуациях винокуры научились изготавливать эти детали собственноручно.
При небольших диаметрах допустимо использование кусочка силиконового шланга. Если этого недостаточно – то и силиконового герметика.
Приведем простейший вариант:
- Из толстой бумаги (картона) изготовьте шаблон прокладки, точно повторяющий ее форму и желаемую высоту.
- Сделайте в невысокой емкости, превосходящей по ширине будущую прокладку, густой раствор гипса или штукатурки.
- Опустите в него макет прокладки и дождитесь полного высыхания.
- Извлеките картон. Форма для будущей прокладки готова.
- Смажьте форму подсолнечным маслом и заполните герметиком.
- Подровняйте верх (линейкой, картонкой и т.п.).
- После застывания герметика обрежьте возможные пленки и неровности.
- Долговечная и прочная прокладка готова.
Важно. Применение резины для прокладок в самогонных аппаратах крайне нежелательно.
Даже если вы используете в качестве перегонного куба скороварку или молочный бидон, замените резиновую прокладку на силикон, иначе не избежать привкуса резины в готовом продукте. Брага – агрессивная среда, требующая особого отношения.
Где взять?
Купить прокладки различной толщины и диаметра из силикона, в том числе, для молочных бидонов, можно через интернет.
В крайнем случае, если не найдете размера, покупайте пластины, из которых можно вырезать любую прокладку. Толщина – от 1 мм до 6 см.
То есть, шланги из ПВХ для соединений куба с сухопарником, барботером, змеевиком недопустимы, поскольку при нагревании теряют свойства и служат источником вредных химических соединений, попадающих в самогон. Здесь также подходят изделия из полиуретана, как наиболее прочного и долговечного из полимеров.
Поэтому выбор очевиден и на сегодня – единственный. Это силикон. ПВХ оставьте для подключения и отведения воды из холодильника.
Как выбрать?
При покупке силиконовых трубок интересуйтесь их происхождением и сертификатом соответствия.
А чтобы не ошибиться с выбором, проведите простенький тест. Попросите отрезать кусочек от трубки и подожгите его. Силикон горит с серым дымом и после себя оставляет белый пепел. Поливинилхлорид горит, пока к нему поднесен источник огня, выдает черный дым и оставляет черный обугленный (оплавленный) конец.
Важно. Силиконовые трубки, издающие сильный запах, некачественные, и от их покупки лучше отказаться.
Как подсоединить?
Крепить гибкие шланги несложно, но для этого требуются штуцера, иногда переходники. Учитывайте, что силикон достаточно гибкий и неплохо растягивается. Поэтому, если у вас штуцер под 1,5 мм, а шланг вы сумели найти с внутренним сечением 1,2 мм, вы сможете его одеть.
- Нагрейте воду до кипения.
- Опустите конец трубки в кипяток и подержите секунд 20-30.
- Горячим одевайте на штуцер.
- Остыв, шланг крепко охватит патрубок и держится без дополнительного крепления.
Если вы самостоятельно изготавливаете самогонный аппарат и желаете закрепить навесы на силиконовых трубках, побеспокойтесь о надежном закреплении штуцеров в крышке куба, крышках баночных сухопарников/барботеров.
Для этого, кроме гаек, крепящих патрубок с обеих сторон, используйте либо плотные силиконовые прокладки, либо герметик.
Очистка и уход
Промывка, очистка и даже кипячение изделий из силикона не проблема. Поскольку материал не поддерживает развитие плесневых грибков и не взаимодействует с ПАВ, то и очищать его просто с помощью моющего средства, губки или ершика.
Особенности. Со временем трубки теряют прозрачность, становясь тусклыми. Это нормально и никоим образом не влияет на качество.
Проблемы возникают только с отделением от патрубков, поскольку шланги иногда прикипают столь крепко, что невозможно отделить. Попробуйте воздействовать теплом. При возможности опустите соединение в горячую воду.
При очистке медных частей методом кипячения трубки можно не отсоединять, если с этим возникают сложности.
Изготовление силиконовой прокладки
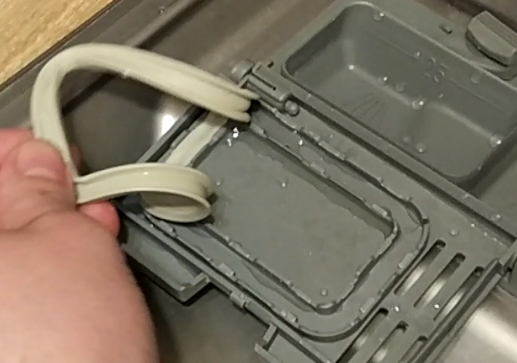
Обозначу проблему: Дано посудомойка. У которой есть отсек куда засыпается порошок или кладется капсула с ним же. По технологии, задуманной производителем, посуда сначала полоскается просто водой, потом моется с этим пороком и так далее. То есть это порошок должен как то пережить первое полоскание. Но в данном случае с прокладка, обеспечивающая герметичность увеличилась в размерах и порошок весь вымывался из контейнера при первом полоскании.

Видимо тут как у девушек.

Дальше долго думаем как это исправить периодически домывая посуду. В каждом втором магазине такая прокладка не продается. Вырезать из плоского материала тоже не получится, так как профиль у нее П-образный.
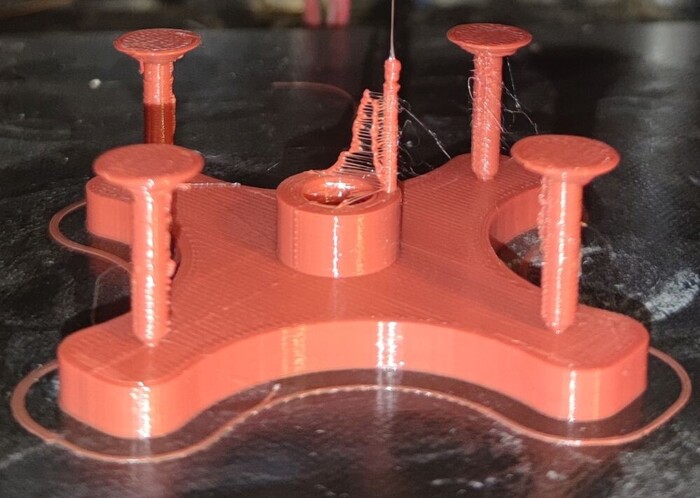
Если кто-то из моих трех подписчиков(привет ребята) помнит, то у меня есть 3D принтер, но покупать под это дело катушку — силиконообразного прутка как то дорого. Да и не понятно как им правильно печатать и справится ли с ним мой принтер. Но тут пришла в голову идея купить самый обычный силиконовый герметик для ванн.

. и напечатать для него форму для литья.
Форму я печатал ABS пластиком и обработал ацетоном для глянцевости.
Дальше берем папку начальника «Годовой отчет» и где то в конце в виде закладки должна быть такая штука:
Им с помощью кисточки промазываем нашу форму. Это нужно для того чтобы потом было проще выколупывать высохшую прокладку.
Выдавливаем и размазываем:

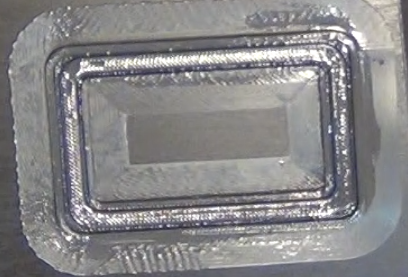
Теперь даем высохнуть. Как только силикон высыхает получившуюся прокладку можно без труда вытащить из формы и установить. И в результате получилась вот такая красота:

Для теста наливал воду в резервуар, закрывал крышку, поднимал дверцу на некоторое время и потом проверял сколько воды осталось. Тест показал что резервуар герметичен — вода на прежнем уровне.
Установил я эту прокладку два месяца назад. За это время она ни разу не выскочила и не изменилась в размерах. Так что буду считать опыт удачным. (Нужно попробовать еще антивибационные ножки сделать таким же способом, но это как нибудь в другом посте)

Спасибо всем, кто осилил! И простите за баяны, без них очень уж сухо получалось.
За фотографии сильно не пинайте, фоткал на старую прокладку.

Сообщество Ремонтёров
6.4K постов 37.1K подписчиков
Правила сообщества
ЕСЛИ НЕ ХОТИТЕ, ЧТОБЫ ВАС ЗАМИНУСИЛИ НЕ ПУБЛИКУЙТЕ В ЭТОМ СООБЩЕСТВЕ ПРОСЬБЫ О ПОМОЩИ В РЕМОНТЕ, ДЛЯ ЭТОГО ЕСТЬ ВТОРОЕ СООБЩЕСТВО:
Посты с просьбами о помощи в ремонте создаются в дочернем сообществе: https://pikabu.ru/community/HelpRemont
К публикации допускаются только тематические статьи с тегом «Ремонт техники».
В сообществе строго запрещено и карается баном всего две вещи:
В остальном действуют базовые правила Пикабу.
«Спасибо всем, кто осилил! И простите за баяны, без них очень уж сухо получалось»
Дорогая, ты чего сегодня такая сухая? Может баянов подкинуть?
У меня для таких случаев лежит старая камера от колеса авто. Нарезал тонких слоев, склеил и готово
Круто вышло, но я бы взял термостойкий пищевой силикон, т.к лично у меня пмм в конце моет очень горячей водой ( если открыть ее сразу после мойки то идет пар) и вполне возможно что обычный санитарный герметик может выделять не совсем полезные вещества из за горячей воды
Минус за тупые шутки про женщин. Лучше на примере своего очка показывай. Если у твоей бабы там что-то со временем рассохлось, значит плоховато ты её ебешь. Тонус мускулатуры влагалища поддерживают регулярные оргазмы. Я как бы сама не против пошутить на скользкие темы, однако, у тебя, чувак, явный перебор. Картинки смешные, но для поста на другую тему, их явно многовато, да и твои ремарки с обобщениями, тему гипертрафируют и превращают шутку в оскорбление.
@Rojdestvo, поделись моделью, пожалуйста. Аналогичная машинка и есть остатки аквариумного герметика. Сделаю в запас, пока не попортился.
А зачем вообще использовать порошок? Капсулы гораздо удобнее, 3-5-7 в одном, бросил в ПММ и все, результат обеспечен.

А модельку для повторения на 3D принтере не выложите?
Как удачно что я нашел твой пост, ко мне как раз идет посылка с принтером, и как раз нужно сделать прокладку, под один проект. Но меня несколько смущает хрупкость этого силикона после «затвердевания» Как думаешь, из чего можно сделать подобную но чтоб она была плотней и исполняла свои функции?
Мне куда труднее прямо сейчас)
Когда нехватает материала немного, не рассчитал..
И не подумал о том, что пеноплекс нихуя не тонет в силиконе

форму снять гипсом со старой резинки, доработать при необходимости и принтеры не нужны
Здорово получилось. Автору респект! Сам я, даже имей 3D-принтер так не смог-бы тупо потому, что модельку прокладки не сделаю. В остальном всё супер.
Ну и главное ведь результат, а насчёт инструментов, так каждый пользуется тем что у него есть. Чтоже теперь, всегда одним топором обходиться? 🙂

Hollow Knight. Фигурка с управляемой подсветкой
Привет всем. В этом посте познакомлю вас со своей миниатюркой по «Полому рыцарю». Изначально фигурка делалась на подарок и возникло желание сделать не обычную миниатюру, которая будет пылиться где нибудь на полке, а вещь, имеющую дополнительный функционал, которая сможет занять место на рабочем столе и напоминать иногда собой о дарителе 🙂 Решено было добавить динамическую rgb подсветку посредством ардуино и адресных светодиодов (ну или лгбт подсветку, кому как больше нравится).

Облазив интернет, особо не нашел фигурок с подсветками (да и все фигурки в продаже оказались однообразными, скачанными с одного и того же «сингеверс») , ну а тем более точечно по этой игре, кроме пары вариантов со статичным освещением на одноразовых диодных подсветках с «алиэкспресс», работающих от батареек. Хотелось, что бы вещь можно было использовать на постоянной основе, не беспокоясь о замене батареек и выбор пал на ардуино и адресные светодиоды. Первую версию я сделал довольно быстро, выведя ардуино с кнопкой и питанием наружу, присобачив к блоку питания и сделав под это дело отдельный корпус.
Сам корпус получился вдохновившись игровой локацией «Кристальный пик»)

Результат очень понравился (что не часто у меня бывает) и было решено избавиться от каких либо внешних излишков и следующие два долгие месяца свободные вечера выделялись на создание 3д модели компактного корпуса, с полостями под все детали внутри.

Никакой политики. Просто получился кадр с одним из режимов и в итоге он мне понравился =)
Доделав модель, раскидав кристаллы по площадке, появилось ощущение, что всё выглядит хоть и атмосферно, но как-то куцо и пришла идея добавить акриловую прозрачную проставку между двумя частями корпуса, что в итоге показалось отличным решением, с точки визуала, но оказалось большой болью в моей дырка задница, по части проектирования 3д модели, и дальнейшим ее созданием и сборкой.

В процессе создания, образовалось очень много неудавшихся моделей после печатей (и моделей, которыми просто подгонял детали друг к другу, печатая их в виде теста), которые, к сожалению, сфотографировать не успел, но зато удалось избавиться практически от всего, что мне не нравилось в сторонних фигурках как по этой игре, так и в целом. Во-первых исключил для себя fdm печать даже в изготовлении подставки, в виду неприглядного вида (на мой личный взгляд) и тактильных ощущений на предметах такого небольшого размера, что в итоге вылилось в «во-вторых» 🙂



Во-вторых в покупных средне-ценовых фигурках мне не хватало противоскользящих ножек, либо они там были выполнены в виде наклеек из какого — то вспененного материала. На сайтах, вроде алиэкспресс не получилось найти худо-бедно устраивающих по качеству ног, да и приклеивание их к корпусу не вызывало доверия. Пришло решение сделать полости под ножки в корпусе для большей надежности, а сами ножки отлить из силикона. Результат более чем устроил, а надежность этого решения уже будет испытываться в процессе эксплуатации 🙂 Т.к использование фотополимерного принтера развязало руки по операциям с дном подставки, решил добавить туда эмблемку из игры и ссылку на свою группу. Но тут возникла проблема номер два. Напечатанные подставки посредством фотополимерных технологий, не устроили по прочностным характеристикам. Но помимо прочности, оказалось, что такого рода плоские предметы не выйдет печатать «от стола», что бы на дне сохранились все надписи и пазы, да и к тому же детали начало нещадно изгибать. Это дало еще кучу неудавшихся моделей (коих к тому времени уже была целая коробка) и в конце концов я пришел к литью ударопрочным пластиком.

Эта ямочка на фото — полость под подушечку пальца, под которой находится сенсорная кнопка для управления подсветкой миниатюрки и переключениями между 40 (сорока) режимами свечения.
Литье показало себя отлично. Удалось добиться нужной геометрии и детализации. Текстура камня на поверхности меня более чем устроила, как визуально, так и тактильно.
Остальные детали фигурки я печатаю на фотополимерном принтере и уже тут он себя показывает великолепно. Т.к все до единой детали фигурки покрашены в массе, т.е покрашен сам материал, а не его поверхность, это избавило от многих проблем, в виде неравномерной покраски поверхности акрилом, облазению краски и ее отцарапыванием (думаю последние два слова вряд ли есть в Русском словаре). Эта износостойкость стала как нельзя кстати для верхней части подставки, которая будет регулярно контактировать с пальцами, при управлении подсветкой и в отличие от краски, ничего не облезет и не затрется. Но для надежности вся фигурка все равно покрывается матовым лаком.
Так же сделал и аналогичную фигурку без подсветки, с кристаллами розового цвета в стилистике игры.
Покраска в массе дала и возможность более легкой покраски, что использовал в подставках для миниатюр не имеющих подсветки.




На моем столе для меня фигурка уже превратилась в подобие ночника) Кол-во режимов позволяет подбирать себе что — то по настроению, будь то радужные переливы, или красно — желтое подобие тлеющих углей 🙂
Питание миниатюры происходит от юсб, все детали съемные. Т.е голова получилась вращающаяся, а меч съемный, что просто вынудило сделать два разных меча для фигурки, «чистый гвоздь» и «заточенный гвоздь».
После подарка, некоторые мои знакомые (преимущественно все ни разу не игравшие в эту игру) запросили экземпляр и для себя. Пришлось поработать и над коробкой 🙂


На мой рабочий стол все вписалось вроде гармонично)



К сожалению всей красоты ни фото, ни видео передать не смогли.
В процессе еще несколько подсвечиваемых фигурок по игре S.T.A.L.K.E.R, фильму «Оно», но когда они будут готовы, представить не могу)
Надеюсь кому — то пост покажется интересным. Больше фотографий в группе. Если пост вдруг чудом наберет 1500 плюсов, разыграем в комментариях фигурку (вариант с ргб подсветкой) с отправкой в любой конец рф (или снг, куда дотянется наша почта россии).
P.S: Пост постараюсь сделать без рейтинга, если найду где его тут отключать. Если не найду, Модераторы, сделайте это пожалуйста за меня 🙂
P.S.S: не нашел, подскажите, пожалуйста, где его тут выключать.

Литьё металла по выплавляемым моделям на кухне
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал на 3D принтере из PLA — самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные «кораблик» и «кубик», к которым прилепил литники из воска от сыра.
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании — правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй — проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования — но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав — смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию «менее 0.25 мм» (облепливал ею модель) и «0.25-0.5 мм» (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С — так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь — но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия — около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.

Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля — примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия — даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса — после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял — но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

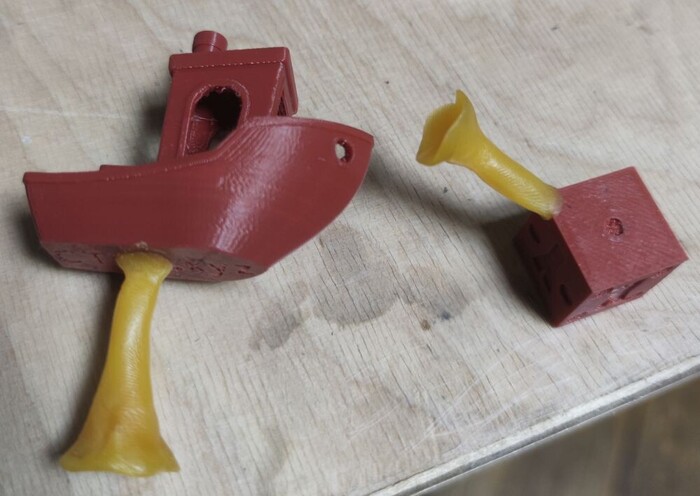
В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное — мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция «менее 0.5 мм» достаточна, хотя для более тонкого литья можно попытаться взять фракцию «менее 0.25 мм».
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.

Женский торс под литьё молда для свечей
На данный момент я замоделил уже порядка полсотни женских и мужских торсов. Конкретную распечатал не для продажи, а просто как демонстрацию возможностей, в оригинале она будет значительно крупнее.
3D печать из фотополимера Harzlabs, INDUSTRIAL ABS.



Вот такую штуку ребята запилили


Это будет мастер модель, ее доведут до идеала.
С советами , предложениями их можно найти в Вк

Как я делал железного человека
Всем привет. Сразу скажу, это моя первая статуэтка, делал я её ровно год назад, к сожалению не все этапы процесса будут показаны, фотографии шакальные, камера на телефоне не очень, освещение плохое, да и луна была в фазе скорпиона.
Оставлю отмазки, перейду к делу.
В одном из моих старых постов я выкладывал примеры своих работ, и показал восковку Железного человека. Увидев его, одна из Пикабушниц всерьёз возжелала его приобрести.
Нашёл в интернете модель, напечатал на 3d принтере Anycubic photon.

Залил 3d модель полиуретаном (так делать не надо) когда он застыл, разрезал форму, вынул модель, собрал форму обратно и залил в неё воск (у меня не было и нет Воскового инжектора, воск заливал шприцом)
Когда воск застыл, аккуратно высвобождаю восковку. (Так как полиуретан очень твёрдый, вынуть восковку было сложно, да и сделал я совершенно не правильно залив всю модель а не обмазав её и укрепив гипсом, так сказать бутерброд)

Есть косяки но в целом для первого раза сойдёт.

Процесс формовки и литья я не снимал.

Решил патину наложить (на фото выше патина уже наложена)


В грудь решил вставить камень, ака реактор. К сожалению, последние фотографии остались лишь с примерки камня.



За кадром осталось многое, это был мой первый опыт в литье такой сложной формы, за год я конечно поднаторел.
Пикабушница осталась довольной, подарила его человеку, позже прислала мне от него сообщение. Было очень приятно почитать.
Пост сумбурный, не очень информативный, пока писал думал — да ну его, позорище какое-то, но мне стало жалко потраченного времени, так что жму Далее.
Самодельный вакуум: счастье с силиконом без пузырей.
Давно обещала подписчикам этот пост 🙂
1220 рублей за универсальную вакуумную камеру для дегазации с переменным объёмом, прозрачной «камерой» и выводом сжатого воздуха на краскопульт — только своими руками. Раздел «Теория» можно промотать.
ТЕОРИЯ:
Большинство выпускаемых мировой промышленностью малых компрессорных установок являются обратимыми машинами. Они обладают способностью одновременно и создавать напор воздуха и разрежение в закрытых объёмах (всасывать).
Несмотря на это, в широкой продаже трудно найти универсальные устройства, позволяющие выполнять две функции: подавать сжатый воздух для окраски мелких предметов и вакуумировать небольшие изделия при литье.
1. Первой важной функцией вакуумной камеры является удобство наблюдения за вакуумируемым объектом. В продаже имеются полностью прозрачные ёмкости для вакуумировки. Их цена высока.
Распространённые ёмкости с непрозрачными стенками и окном для наблюдения неудобны, так как оператору приходится смотреть сверху, подача освещения при этом затруднена: при расположении лампы выше головы поверхность стекла бликует, внутреннее пространство камеры частично оказывается в тени. При расположении источника света ниже, он частично перекрывает обзор, создаёт неудобства при манипуляциях с камерой, загромождает место на рабочем столе. Встраиваемые малогабаритные источники света существенно увеличивают стоимость прибора.
Удобнее, когда для освещения внутренности камеры используется общий комнатный свет, свет из окна. Такое освещение можно полноценно использовать только для прозрачных камер.
2. Вторая функция — переменный объём камеры. Мелкие изделия вакуумируются быстрее. Чем больше размер камеры, тем дольше работает компрессор, чтобы выкачать воздух. Это имеет значение при работе с дегазацией материалов с малым сроком жизни в совсем небольших объёмах заливки: Стремительно густеющий силиконовый компаунд с трёхминутным сроком первичного схватывания нужно успеть хорошо промешать, залить в форму и немедленно дегазировать. Если производительность компрессора 2.5 литра в минуту, то в пятилитровой камере дегазация ста граммов силикона займёт две минуты, что неприемлемо. Если заменить пятилитровую камеру на поллиттровую, куда с успехом поместится стаканчик со свежеразмешанной сотней граммов силикона, компрессор справится всего за двенадцать секунд!
Установка ресивера (громоздкого баллона, в котором компрессор загодя создаёт разрежение) решает проблему темпа дегазации, но и увеличивает цену устройства вместе с его габаритами. Пузатый двадцатилитровый баллон — не только громоздкая помеха у рабочего места, но дополнительные шланги, соединения, а чтобы хорошо откачать из него воздух ради всего одного сеанса дегазации жалких ста граммов, компрессор будет трудиться восемь минут, расходуя не только электроэнергию и свой ограниченный моторесурс, но и время оператора. Хранить баллон ресивера в состоянии откачанного из него воздуха в целях экономии воспрещает техника безопасности: при случайном ударекувалдойбаллон может резко сплющиться и поранитькотакого-нибудь.
3. Долговечность камеры. Большинство вакуумных камер, имеющихся в широкой продаже, изготовлены из тонкостенной нержавеющей жести, легко сминающейся при откачке воздуха, особенно если при хранении их боковая поверхность хотя бы раз была погнута или получила удар. Сминание таких камер — плата за дешевизну (на ютубе где-то было забавное видео). Камеры из толстой стали уже существенно дороже, при этом остаются такие недостатки как неудобное окно и фиксированный объём.
4. Имеющиеся на рынке вакуумные компрессоры чаще всего не имеют штуцера для присоединения аэрографа, краскопульта или пистолетика для очистки от пыли и быстрой сушки мелких предметов методом продувки.
5. Большинство недорогих компрессоров создают раздражающий стрекочущий шум при работе.
6. Долговечность и мощность насоса. Распространённые насосы для вакуума из КНР имеют чаще всего пластиковый рабочий узел, слабые двигатели, удешевлённые подшипниковые опоры.
Последних недостатков лишены холодильные компрессоры, рассчитанные на сотни тысяч часов работы, выполненные в металле. Такие компрессоры лишь требовательны к смазке и не любят работать под наклоном при использовании старых пусковых реле. Холодильные компрессоры имеют невысокую, хотя достаточную производительность, зато снабжены выходом нагнетания воздуха и двумя входами всасывания. Они почти бесшумны и недороги. Их ресурс даёт возможность повторного использования после устаревания холодильника или его гибели по причинам не связанным с компрессором, так что несложно найти исправный компрессор на вторичном рынке или бесплатно, у подъезда. Цена при этом может заставить довольно икнуть даже опытного любителя распродаж.
ПРАКТИКА:
Как бы красиво ни смотрелись сухие растения в прозрачной эпоксидке, если там есть пузыри, меня это всегда печалит. Оправдание «это смотрится как в воде» не устраивает. За пару лет без вакуума накопилась целая коробка брака — силиконовые формы с дырками, смола с пузырями и т.д.
Пример брака. Силиконовая форма и эпоксидка без предварительной дегазации.

Понимая, что дальше так жить нельзя, мы взялись мастерить вакуумник. Сверху на холодильный компрессор, который мы купили на металлоломе, привернули кровельными саморезами лист толстой фанеры.