Как правильно выбрать прокладку головки блока цилиндров для дизельных двигателей?
Для дизельных двигателей в большинстве случаев предлагаются прокладки головок блоков цилиндров разной толщины. Что бы правильно выбрать прокладку головки блока цилиндров необходимо измерить высоту части поршня, выступающей над поверхностью блока. Данное измерение должно быть выполнено с максимальной тщательностью. Высота части поршня, выступающей над поверхностью блока, должна быть измерена строго в соответствии с данными фирмы-изготовителя.
Во избежание неточностей, которые могут возникнуть из-за перекоса поршня, точки измерения должны находиться выше оси поршневого пальца;
Индикатор установить на чистой поверхности блока цилиндров и выставить с предварительным натяжением в положение «ноль»;
Установить индикатор на чистый поршень и, вращая коленчатый вал, определить положение высшей точки;
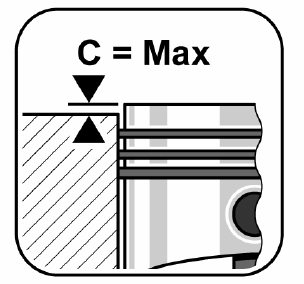
С – это расстояние между поверхностью поршня в верхней мёртвой точке и поверхностью корпуса картера двигателя.
Измерение необходимо проводить на всех поршнях. При этом поршень с самой высокой частью поршня, выступающей над поверхностью блока, служит для определения соответствующей прокладки головки блока цилиндра. Из каталогов выбрать прокладку головки блока цилиндра нужной толщины. Толщину прокладки головки блока цилиндра определяют по количеству штампованных меток или отверстий.
Кап.ремонт 1,6Diesel JP(JK) — часть 4. Установка поршневой. Правильный подбор прокладки ГБЦ

Всем доброго времени суток!
Сегодня будем устанавливать поршневую. Также, я затрону очень интересную тему — выбор толщины прокладки ГБЦ для дизельного ДВС.
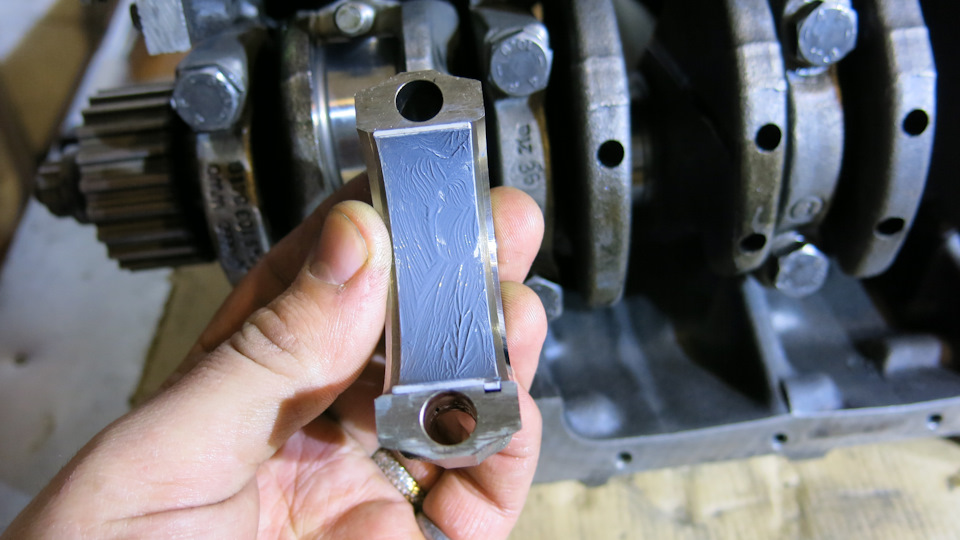
И так, прежде чем приступить к сборке шатунно-поршневой группы (далее ШПГ), было решено заменить втулки в верхней головке шатуна ввиду их износа, и главное, сделать это правильно, а не с помощью шарошки с зажатым в руках шатуном, как у этого "мастера"

С разрешения заснял процесс расточки втулок на моих шатунах.Втулки запрессовывались будучи охлажденными в азоте.
Зазор выдержан 0,015 мм. Поршневой палец заходит с небольшим усилием большого пальца, и не выпадает под действием собственного веса. То, что надо!)

Позже обнаружил небольшой недочёт… Отверстие во втулке шатуна было на 0,5 мм. меньше положенного.

Далее обязательно следует проверить зазоры в замке компрессионного и маслосъемного колец. Для дизельных и турбодизельных двигателей зазор в замке должен быть в пределах:
— Компрессионного 0,30—0,50мм.
— Маслосъемного 0,25-0,40мм.
Предельно допустимый зазор 1,0 мм.
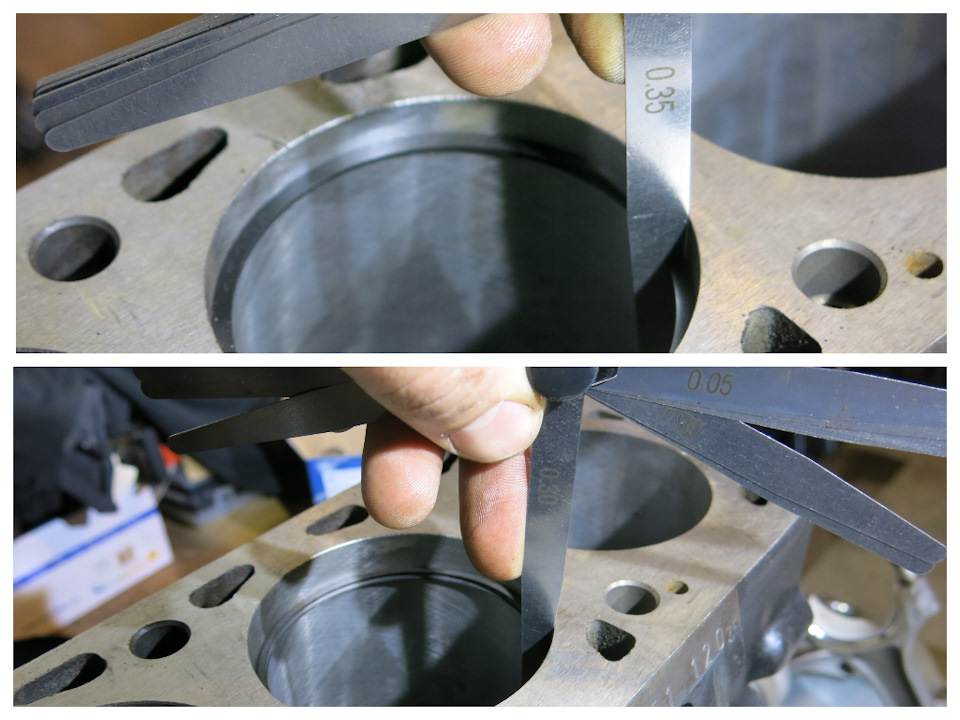
В моём случае зазор компрессионного составил 0,35 мм., а маслосъемного 0,30мм., и был одинаков для всех цилиндров.
Кстати по данному зазору можно смело судить о качестве расточки.
Переходим к сборке ШПГ
Предварительно взвесил отдельно шатуны и коплектные поршни. Данные занёс в таблицу. Разница по весу, что у первых и вторых была +/-2грамма. Поэтому скомплектовал комплекты так, чтобы разница по весу не превышала и одного грамма.
Далее собираем ШПГ согласно фоторафии.

Зазор в упорном кольце всегда должен
находиться в направлении хода поршня.


Обильно смазываем стенки цилиндров. Установку начинаем с 1-ого и 4-ого цилиндров. Поэтому предварительно переводим шатунные шейки этих цилиндров в крайнее нижнее положение.
Теперь следует развести кольца с шагом в 120°, а также вложить верхний вкладыш нижней головки шатуна.

Вставляем в предварительно смазанную оправку. Чтобы не поцарапать стенки цилиндров болтами шатунов при монтаже, можно обернуть их пленкой. Вводим шатун и легко обстучав оправку по краям даем ей занять правильное положение. Окончательно затягиваем хомут, и легкими ударами по днищу поршня вводим его в цилиндр.

Аналогично поступаем с четвертым цилиндром.
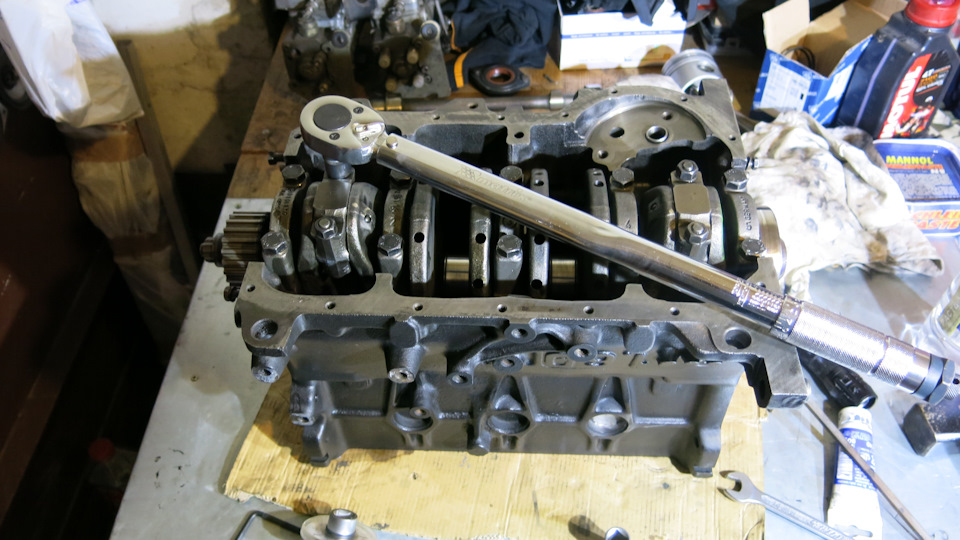
Переворачиваем блок и устанавливаем крышки шатунов с вкладышами.
В двигателе применяются деформируемые шатунные болты.

Поэтому данные болты сначала затягиваются с моментов в 30 Нм.
И после плавно дотягиваются на четверть оборота (90°)
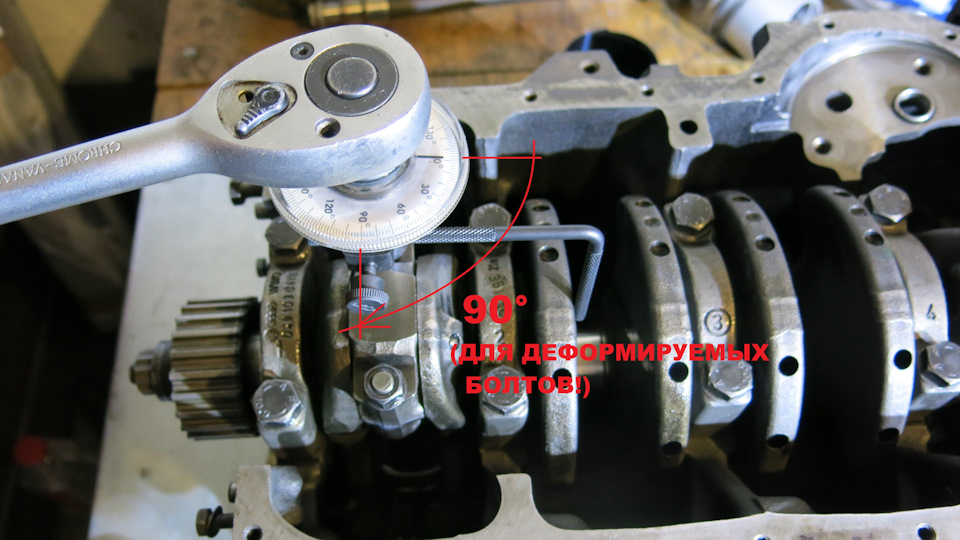
Данные болты и гайки рекомендуется менять при каждом демонтаже. Я решил не тратиться и для начала купил только один оригинальный шатунный болт (ориг.номер 037 105 425 ) чтобы сравнить их длины. Разница? — никакой… Если порвёт, обязательно сообщу))
После, таким же алгоритмом устанавливаем поршни с шатунами во второй и третий цилиндры.
Подбор толщины прокладки.
И так! Хочу раз и навсегда развеять миф о том, что толщина прокладки подбирается в зависимости от того на сколько было сшлифовано с поверхности ГБЦ!
Прокладка подбирается только исходя из величины выступания поршня над поверхностью блока цилиндров! Многие мотористы не заморачиваются и устанавливают всем максимально толстую прокладку (3 прорези). В то время как при установке толстой прокладки увеличивается надпоршневое пространство, что плохо сказывается на работе вихрекамерного дизеля.
Выдержка — специалисты считают, что максимальное влияние прокладка может привнести при работе на низких оборотах, при низкой температуре и малой нагрузке. На холостых например может дымить и вонять, аналогично позднему впрыску. И в частности может страдать пуск холодного двигателя.
В тоже время тонкая прокладка приведет к встрече поршня с плоскостью ГБЦ и клапанами.
И так, как же правильно измерить выступание поршня?
Для этого необходимо специальное приспособление. В литературе и на просторах интернета встречаются различные варианты. Я пробовал делать измерения с помощью микрометрического глубиномера. Но это оказалось неудобно, да и погрешность присутствовала.
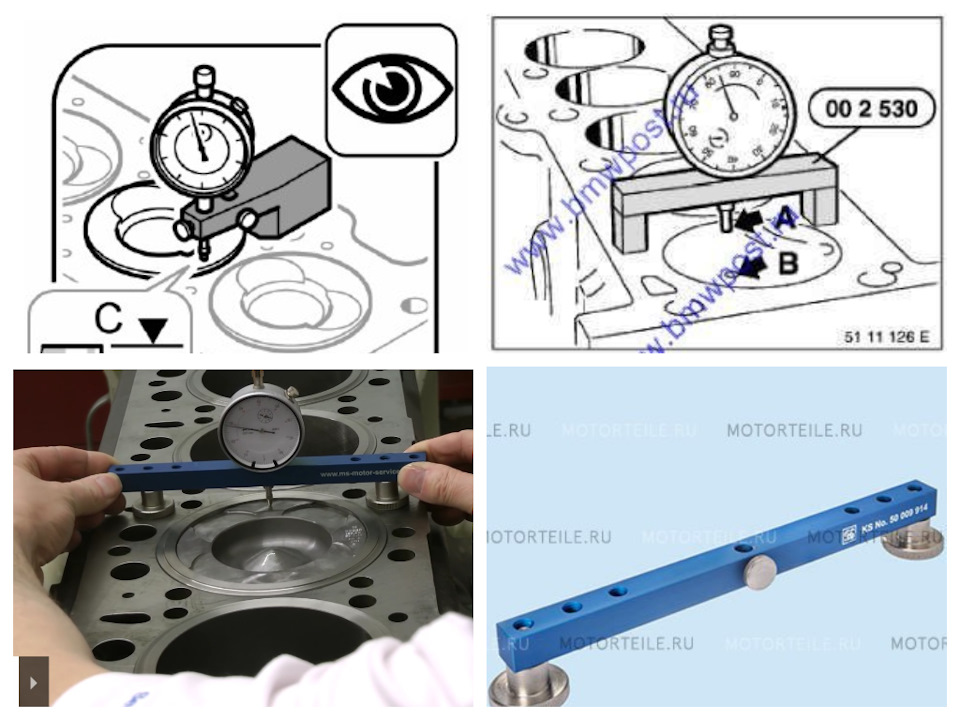
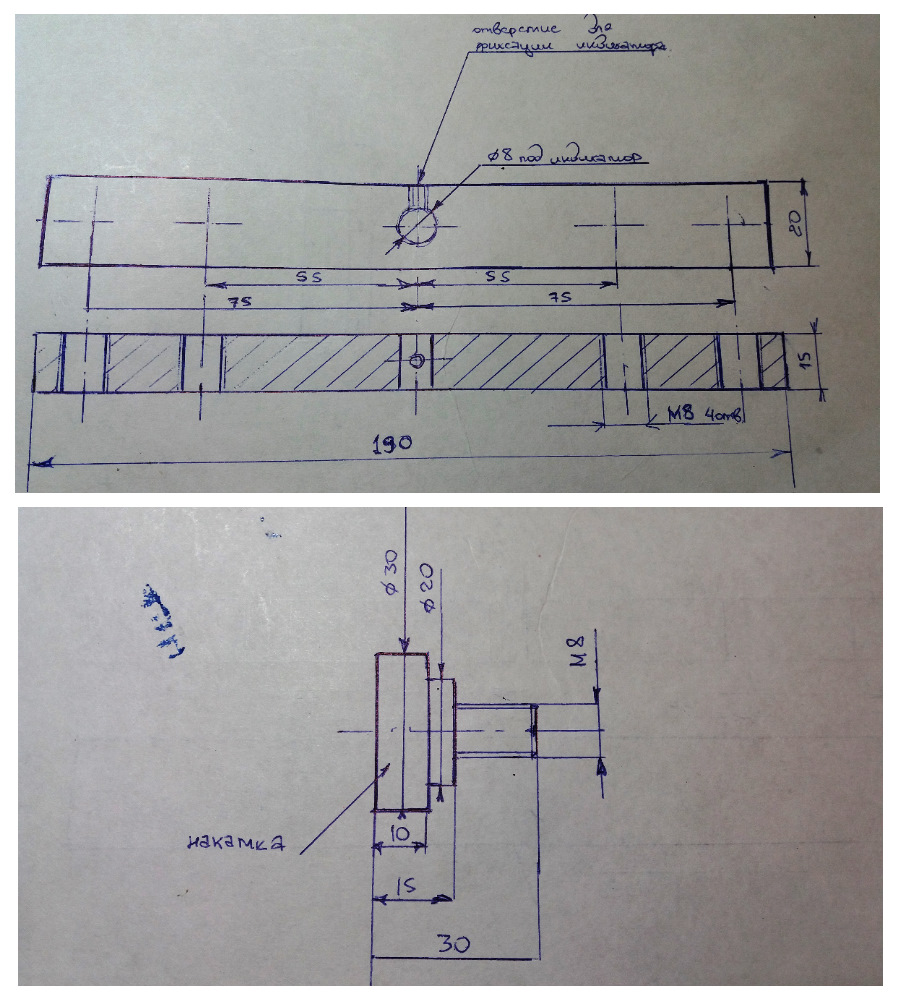
Мне понравился измерительный мост фирмы M.S. Поэтому накидал от руки "чертёж" и отдал токарю-фрезеровщику. А индикатор часового типа ИЧ-10 у меня как раз еще один был в запасе.
Готовое приспособление устанавливаем на плоскость блока уперев стержнем индикатора в днище поршня, вращая к.вал по часовой стрелке находим ВМТ первого цилиндра.
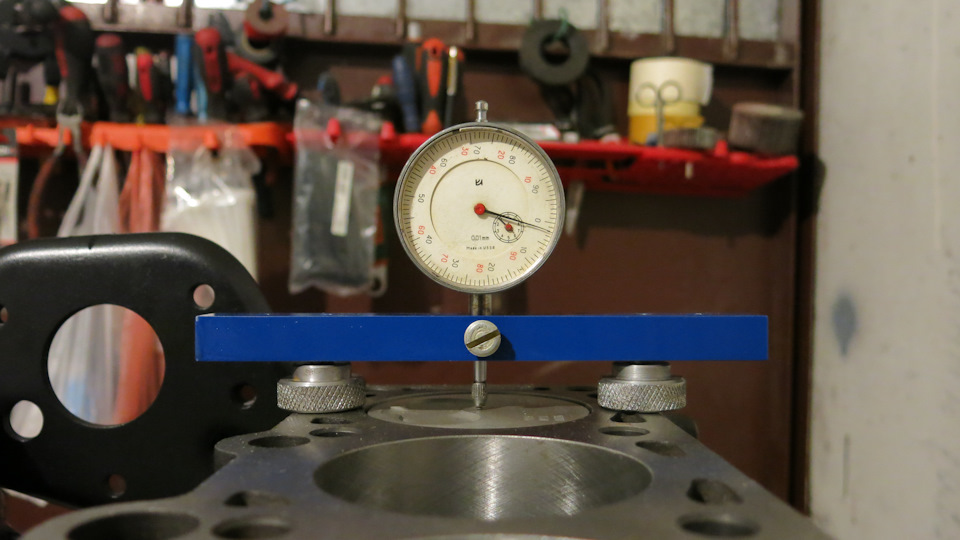
Индикатор устанавливаем на поверхности блока цилиндров с предварительным натяжением, а циферблат переводим в положение «ноль».

Индикатором производим измерения согласно приведенной схемы несколько раз, проверяя при этом периодически "нулевое положение " индикатора.

Данные записываем в таблицу. По поршню с самой высокой частью выступающей над поверхностью блока, определяем соответствующую толщину прокладки головки блока цилиндра.
Данные для двигателя без гидравлических толкателей:
величина выступания / кол-во рисок / толщина прокладки
0,67—0,80 мм — 1 — 1,53мм.
0,81-0,90 мм — 2 — 1,57мм.
0,91-1,02 мм — 3 — 1,61мм.
Данные для двигателя с гидравлическими толкателями
величина выступания / кол-во рисок / толщина прокладки
0,66-0,86 мм — 1 — 1,53мм.
0,87-0,90 мм — 2 — 1,57мм.
0,91-1,02 мм — 3 — 1,61мм.
После проведенных измерений в моём случае из-за шлифовки плоскости блока (-0,12 мм.) самое большое значение выступания поршня составило 1,01мм поэтому прокладка будет стоять самая толстаяи — 1,61мм.
Ну и немного моментов касаемо ГБЦ, чтобы отсечь мысли (ересь) о зависимости шлифовки плоскости головки и толщины прокладки.
После шлифовки и прирезки сёдел величина утопания тарелки клапана не должна превышать 1,5 мм.

А для правильной работы гидрокомпенсаторов необходимо выдерживать допустимую минимальную удаленность конца стержня от края головки блока, кото-
рая составляет 35,8 мм для впускного клапана и 36,1 мм
для выпускного клапана.
Правильный выбор прокладки головки блока цилиндров для дизельных двигателей
Для дизельных двигателей в большинстве случаев предлагаются прокладки головок блоков цилиндров разной толщины. Для правильного выбора прокладок головок блоков цилиндров необходимо измерить высоту части поршня, выступающей над поверхностью блока. Нижеописанное измерение должно быть выполнено с максимальной тщательностью. Высота части поршня, выступающей над поверхностью блока, должна быть измерена строго в соответствии с данными фирмы-изготовителя.
Во избежание неточностей вследствие перекоса поршня точки измерения должны находиться выше оси поршневого пальца.
Индикатор установить на чистой поверхности блока цилиндров и выставить с предварительным натяжением в положение «ноль».
Установить индикатор на чистый поршень и, вращая коленчатый вал, определить положение высшей точки.
Повторить процесс в точке измерения 2.
С – это расстояние между поверхностью поршня в верхней мёртвой точке и поверхностью корпуса картера двигателя.


Измерение необходимо проводить на всех поршнях. При этом поршень с самой высокой частью поршня, выступающей над поверхностью блока, служит для определения соответству-ющей прокладки головки блока цилиндра.
Из каталогов выбрать прокладку головки блока цилиндра нужной толщины. Толщину прокладки головки блока цилиндра определяют по количеству штампованных меток или отверстий.