Дефектовка деталей двигателя ВАЗ 2106
Для дефектовки деталей двигателя ваз 2106 вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки двигателя тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок цилиндров, особенно внимательно — опоры коленвала. Трещины в любых местах блока цилиндров не допускаются.
ПОЛЕЗНЫЙ СОВЕТ
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных автомастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
ПОЛЕЗНЫЙ СОВЕТ
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой — при этом дефекты видны значительно лучше.
3. Определите нутромером фактические диаметры цилиндров.
ПРИМЕЧАНИЕ
Схема измерения цилиндров двигатель ВАЗ 2106: А и В — направления измерения 1, 2, 3, 4 — номера поясов
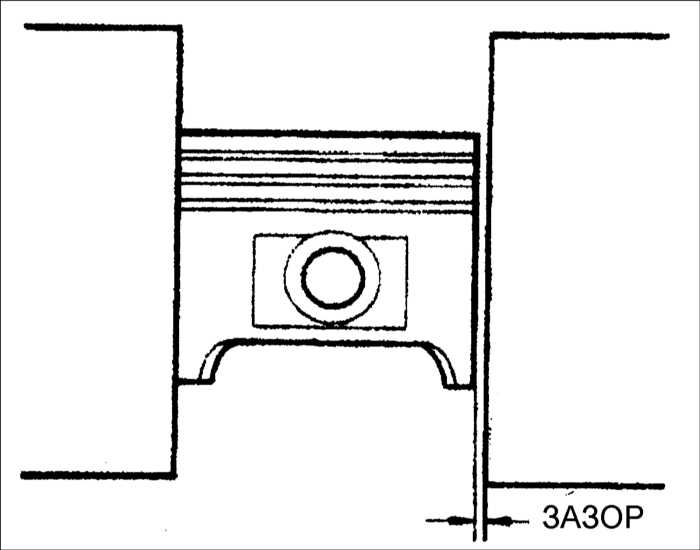
Диаметр цилиндра измеряйте в четырех поясах, расположенных по высоте цилиндра на расстоянии 5, 15, 50 и 90 мм от плоскости разъема с головкой блока. В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (в продольном и поперечном). Цилиндры блока по диаметру подразделяются на пять классов:
А = 79,00-79,01 мм;
В = 79,01-79,02 мм;
С = 79,02-79,03 мм;
D = 79,03-79,04 мм;
Е = 79,04-79,05 мм.
Класс каждого цилиндра блока в соответствии с документацией завода-изготовителя отмечен клеймом на правой стороне нижней плоскости (плоскости разъема с картером).
В соответствии с документацией завода-изготовителя на левой стороне нижней плоскости блока должно быть нанесено клеймо с условным номером блока цилиндров. Такой же номер должен быть на всех крышках коренных подшипников для указания принадлежности крышек к данному блоку.
В зоне первого пояса (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в первом и остальных поясах можно судить об износе цилиндров. Если максимальное значение износа больше 0,15 мм, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,4 или 0,8 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,05-0,07 мм. Дефектовку, расточку и хонингование блока цилиндров проводите в автомастерских, имеющих специальное оборудование.
4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
— в середине блока — в поперечном и продольном направлениях;
— по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок цилиндров.
5. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вращая его.
7. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
8. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковые и взаимозаменяемые.
9. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05-0,07 мм. Зазор определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя ваз 2106, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
10. Вставьте смазанный моторным маслом поршневой палец в отверстие бобышки поршня. Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня. По наружному диаметру поршневые пальцы делятся на три категории через 0,004 мм. Категория указывается краской на торце поршневого пальца:
1-я (синяя метка) — 21,970-21,974 мм;
2-я (зеленая метка) — 21,974-21,978 мм;
3-я (красная метка) — 21,978-21,982 мм.
Поршневой палец должен плотно, но без заедания входить в отверстие бобышки от усилия большого пальца руки.
11. Поверните поршень осью пальца вертикально. Поршневой палец не должен выпадать из бобышки. Выпадающий из бобышки палец замените другим, следующей категории. Если в поршне палец третьей категории, замените поршень с пальцем.
12. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор составляет:
— для верхнего (первого) компрессионного кольца 0,045-0,08 мм;
— для второго компрессионного кольца 0,025-0,06 мм;
— для маслосъемного кольца 0,02-0,055 мм.
Предельно допустимые зазоры при износе — 0,15 мм.
13. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
ПОЛЕЗНЫЙ СОВЕТ
Чтобы установить кольцо без перекоса, продвиньте кольцо в глубь цилиндра поршнем.
По рекомендации завода-изготовителя зазор проверяют у колец, вставленных в специальный калибр, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм.
Зазор должен составлять 0,25-0,45 мм для всех новых поршневых колец. Предельно допустимый при износе зазор — 1,0 мм.
При отсутствии калибра допустимо применять показанный способ. Если зазор недостаточный, спилите стыковые поверхности кольца. Если зазор превышает допустимый, замените кольцо.
14. При возможности проверьте массу поршней: для одного двигателя они не должны отличаться друг от друга более чем на ±2,5 г. Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня. Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
15. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.
ПРИМЕЧАНИЕ
Перед измерением затяните гайки шатунных болтов номинальным моментом.
16. Измерьте толщину Т шатунных вкладышей штангенциркулем.
17. Измерьте микрометром диаметр Dhшатунных шеек.
18. Рассчитайте зазор z между шатунными вкладышами и шейками коленвала по формуле z=DB-2T-Dh. Номинальный расчетный зазор составляет 0,036-0,086 мм. Предельно допустимый зазор 0,1 мм.
Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, замените вкладыши на этих шейках новыми номинальной толщины (1,723-1,730).
Если шейки коленвала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины):
«0,25» = 1,848-1,855 мм;
«0,50» = 1,973-1,980 мм;
«0,75» = 2,098-2,105 мм;
«1,0» = 2,223-2,230 мм.
Номинальный диаметр шатунных шеек 47,814-47,834 мм. Шейки шлифуют, если на них есть забоины и риски или износ (или овальность) составляет более 0,03 мм, уменьшая диаметр с шагом 0,25 мм так, чтобы получить (в зависимости от степени износа) следующие значения:
«0,25» = 47,564-47,584 мм;
«0,50» = 47,314-47,334 мм;
«0,75» = 47,064-47,084 мм;
«1,0» = 46,814-46,834 мм.
ПРИМЕЧАНИЕ
Обозначения «0,25» и др. указывают, на сколько уменьшается диаметр шеек коленвала после шлифовки.
19. Осмотрите верхние и нижние вкладыши коренных подшипников. Верхние вкладыши 1, 2, 4 и 5-го коренных подшипников имеют канавку на внутренней поверхности (у нижних ее нет). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной, кроме того, его верхний вкладыш не имеет канавки. Если на рабочей поверхности вкладышей есть риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.
ПРЕДУПРЕЖДЕНИЕ
Запрещается проводить какие-либо подгоночные операции на вкладышах.
20. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении — замените коленвал.
21. Измерьте микрометром наружный диаметр Dh коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленвала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,050-0,095 мм. Предельно допустимый зазор — 0,15 мм.
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши коренных подшипников, которые были установлены.
Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми номинальной толщины (1,824-1,831 мм).
Если шейки коленвала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины):
«0,25» = 1,949-1,956 мм;
«0,50» = 2,074-2,081 мм;
«0,75» = 2,199-2,206 мм;
«1,0» = 2,324-2,331 мм.
Номинальный диаметр коренных шеек 50,775-50,795 мм. Шейки шлифуют, если на них есть забоины и риски или износ (или овальность) составляет более 0,03 мм, уменьшая диаметр с шагом 0,25 мм так, чтобы получить (в зависимости от степени износа) следующие значения:
«0,25» = 50,525-50,545 мм;
«0,50» = 50,275-50,295 мм;
«0,75» = 50,025-50,045 мм;
«1,0» = 49,775-49,795 мм.
ПРИМЕЧАНИЕ
Обозначения «0,25» и др. указывают, насколько уменьшается диаметр шеек коленвала после шлифовки. Соответствующее клеймо ставят на первой щеке коленвала, например К 0,75; Ш 0,50.
22. Установите коленвал крайними коренными шейками на призмы и проверьте индикатором:
— осевое биение остальных коренных шеек (не более 0,03 мм);
— осевое биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (не более 0,04 мм);
— смещение осей шатунных шеек от номинальной плоскости, проходящей через оси шатунных и коренных шеек (не более ±0,35 мм);
— торцовое биение фланца на диаметре 68 мм (не более 0,025 мм).
ПРИМЕЧАНИЕ
Проверка биения в гаражных условиях практически не выполнима, поэтому проводите ее в автомастерских, имеющих специальное оборудование.
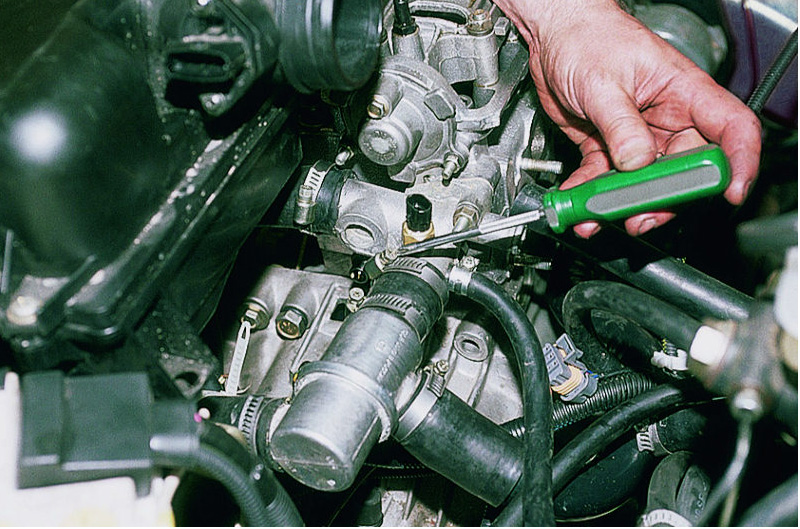
23. Осмотрите заглушки каналов системы смазки. Проверьте надежность их посадки отверткой, не прилагая значительных усилий. Если заглушки установлены ненадежно, замените их. Заглушки устанавливайте на герметик УГ-6 и зачеканьте в трех местах.
ПОЛЕЗНЫЙ СОВЕТ
Не рекомендуем самостоятельно вскрывать заглушки для очистки каналов, которая, безусловно, полезна. Обратитесь в автомастерские, имеющие специальное оборудование, промойте каналы, не вскрывая заглушки, для чего залейте в радиальные каналы (показаны стрелками) бензин, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов (показаны пунктиром). При необходимости повторяйте промывку до вытекания чистого бензина.
Зазоры между поршнем и цилиндром ваз
Поршневая группа двигателя включает в себя – поршень, поршневые кольца и поршневой палец. Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуемы. Вот некоторые требования, которым должна соответствовать эта деталь:
– температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С;
– после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
– зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
– изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более стопятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
маркировка поршней
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке. Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой.
Маркировка наносится на поверхность рядом с отверстием под поршневой палец.
На поршне ВАЗ 21213 нанесены цифры -"213", на модели ВАЗ 2123 – "23".
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка – "08","083", "10".
Поршень 2108 имеет диаметр 76мм , модели 21083 и 2110 – 82мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку – "12"и "24" и отличаются глубиной выборки под клапана.
Модели 21126 и 11194 отличаются диаметром.
маркировка поршней ваз 2106, подгруппа
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом»(огневым) , называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок – это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию – через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру. Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок. Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070мм.
Для второго компрессионного кольца зазор – 0,035-0,060мм, для маслосъемного – 0,025-,0050мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор – 0,2-0,3мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности. Юбка обеспечивает соосность положения детали к оси цилиндра блока.
Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий. На поверхность юбки(или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена. Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения. Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ. На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова. В разработке последующих конструкций принимают участие немецкие компании.
У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла.
В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла. При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища.
При этом, для разных моделей это расстояние будет отличаться. Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения. Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра.
При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня. Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы.
Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку. На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет – 0,004мм. Номер категории клеймится на днище. Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса.
Отличие в размерах составляет – 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет – первый класс, зеленый – второй, красный – третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра.
При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возростающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения. Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром.
На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты.
Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя.
Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами – (А, В, С, D, Е).
В качестве запасных частей поставляются поршни классов – А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом – 0,01 мм. Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм.
Для распознавания, на днищах ремонтных изделий ставится маркировка: символ "треугольник" соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ "квадрат" – увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных.
Так для двигателя 2101 существовало три ремонтных размера: на 0,2мм., 0,4мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость.
Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0мм.
Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня. Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ – горячая штамповка(ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром.
И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий.
Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы.
Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Вопрос-ответ
Для чего выемки на поршнях ваз?
Это выемки под клапана. Для того что бы не погнуло клапана при обрыве.
Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
– в середине блока;
– в продольном и поперечном направлениях;
– по диагоналям плоскости. В каждом положении плоским щупом определите зазор между линейкой и плоскостью. Это и есть отклонение от плоскости. Если отклонение превышает 0,1 мм, замените блок.

Проверьте зазоры между поршнями и цилиндрами.
Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм.
Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному.
Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера.
Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе.
Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (таблица).
В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель должны быть установлены поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляют кольца ремо

нтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах 1-го ремонтного размера выбито число «40», 2-го – «80».
Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

На днище поршня выбиты следующие данные:
1 – класс поршня по диаметру;
2 – стрелка, показывающая направление установки поршня;
3 –модель двигателя.

Пальцы с трещинами замените.
Палец должен легко входить в поршень от усилия большого пальца руки.
Вставьте палец в поршень.
Если при покачивании пальца ощущается люфт, замените поршень.
При замене поршня подберите к нему палец по классу.

Замените сломанные кольца и расширитель маслосъемного кольца.

Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец.
Концы стопорных колец должны находиться в одной плоскости.
Погнутые кольца замените.

Замените погнутые шатуны.
Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины.
Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.




Если утром, когда вы запустили холодный двигатель, был слышен металлический стук, который исчез при прогреве мотора, то это говорит только о том, что был нарушен зазор между поршнем и цилиндром. Почему он нарушается, и какие допустимые нормы применяются для зазоров между поршнем и цилиндром? Ответ вы найдете ниже.
Как меняется зазор между поршнем и цилиндром в процессе эксплуатации?
Уменьшение зазора происходит из-за естественного износа рабочих частей поршня и цилиндра. Такое изменение формы металла связано с его свойством поддаваться влиянию перепадов температур.
Помимо этого, уменьшение зазора может произойти и при неправильной сборке двигателя. Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Как и любой другой дефект, нарушение зазора между поршнем и цилиндром оказывает негативное влияние на работу двигателя. Соприкосновение поршня и цилиндра под неправильным углом приводит к возникновению сухого трения, которое осуществляется без смазочного материала и повышает температуру деталей. Последствием такого трения почти во всех случаях становится появление различных царапин на рабочих поверхностях цилиндров.
После этого, любой двигатель обязательно подвергнут ремонту. Для проведения диагностики необходимо полностью снять головку блока цилиндров и как только поршневая группа будет на виду, то можно приступать к соответствующим замерам. В процессе замеров вам понадобятся микрометр, который покажет зазор поршней и нутромер для определения диаметра цилиндра.
Как снять головку блока цилиндров?
- В первую очередь, необходимо обездвижить автомобиль. Под колеса устанавливаются противооткатные упоры, а рычаг КПП устанавливается в положение «первая передача». Откройте капот автомобиля и найдите место расположения ГБЦ.
- Вначале, снимаются все части, которые мешают свободному доступу к головке. Таковыми могут быть: воздушный фильтр, карбюратор (или инжектор), «штаны», а также различные тросы, приводы педалей и проводка электрических датчиков. С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
- Слейте масло из двигателя и охлаждающую жидкость. Откройте крышку привода ГРМ и демонтируйте ремень. Это нужно для того, чтобы освободить распределительный вал. После этого, открутите гайки крепления крышки ГБЦ и снимите ее вместе с прокладкой. Перед сборкой рекомендуется установить новую прокладку.
- Теперь можно приступать, непосредственно, к демонтажу головки блока цилиндров. Открутите специальные болты крепления и демонтируйте головку вместе с прокладкой. После этого, вы получите открытый доступ к блоку цилиндров.
Какие существуют нормы зазоров между поршнями и цилиндрами

Перед проведением соответствующего ремонта поршневого механизма, необходимо знать, что существуют определенные нормы зазоров, которые расписаны по таблицам и должны соблюдаться в строгой форме.
Диаметр поршней разделяется всего на пять классов: A B C D E. Каждый новый класс определяет увеличение диаметра на 0,01 миллиметра. Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Для различных деталей существуют соответствующие нормы. Так, например, новые поршни должны устанавливаться с зазором 0,06 миллиметров по всей его окружности. Если же деталь уже прошла достаточно внушительный километраж, то ее зазор не должен быть больше 0,15 миллиметров.
В случаях, когда зазор начинает превосходить установленные нормы, то следует подобрать и приобрести те поршни, которые обеспечат требуемую зазорность. Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Предварительно, необходимо в обязательном порядке расточить цилиндры до ремонтных размеров и оставить запас, примерно, в 0,03 миллиметра. Он необходим для дальнейшего хонингования поверхности. Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
Диаметр цилиндра замеряется в четырех поясах, а также в двух перпендикулярных плоскостях. Нутромер необходимо устанавливать строго перпендикулярно блоку цилиндров. Таким образом, можно исключить любые отклонения от правильности измерений.
Видео – Как правильно замерять поршень
Помимо размеров поршней, немало важным показателем является и их масса. Масса поршней бывает нормальная, или с изменением на плюс (минус) 5 грамм. Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
После того, как поршни будут подобраны и установлены, необходимо еще раз проверить величину зазоров. Если она находится в пределах нормы, то можно приступать к обратной сборке двигателя. Устанавливается ГБЦ, затем привод газораспределительного механизма. После этого, прикручивается крышка ГБЦ с новой прокладкой и все навесные элементы. Не забудьте залить масло, ОЖ и отрегулировать механизм газораспределения. После этого, скорее всего, придется выставить угол опережения зажигания. Теперь автомобиль полностью готов к работе.
На этом проверка зазора между поршнем и цилиндром завершена. Какой бы простой вам не казалась эта сложная процедура, ее, все же, рекомендуется производить только в специализированных станциях технического обслуживания, так как сборка блока цилиндров – дело ответственное и лучше доверить его профессионалам. Удачи на дорогах!
Размер поршневого пальца ваз 2101
Отлит из алюминиевого сплава. Для улучшения прирабатываемости наружная поверхность поршня (рис. 5) покрыта слоем олова. Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму. Поршень имеет коническую форму: в верхней части меньший диаметр, чем в нижней. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.

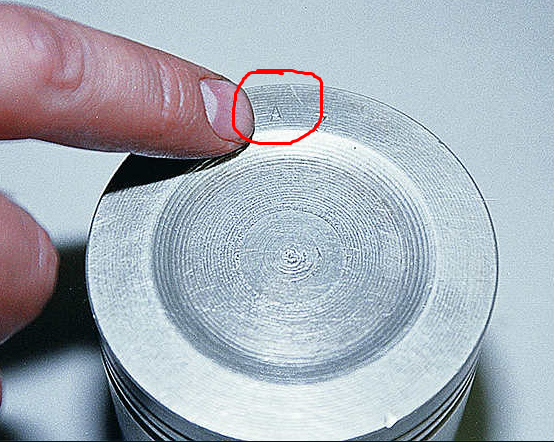
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется показанная на рисунке метка «П», которая должна быть обращена в сторону передней части двигателя.
По наружному диаметру поршни разбиты на пять классов через 0,01 мм, а по диаметру отверстия под поршневой палец — на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) указаны на днище поршня.
В запасные части поставляются поршни классов А, С, Е, Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Кроме того, при ремонте двигателей поршни обычно заменяются у изношенных цилиндров, поэтому к незначительно изношенному цилиндру, имевшему класс В, может подойти поршень класса С. Главное при подборе поршня — обеспечение необходимого монтажного зазора между поршнем и цилиндром.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 — с увеличением на 0,2; 0,4 и 0,6 мм; для 21011 — с увеличением на 0,4 и 0,7 мм.
Поршни двигателей 2101 и 21011 легко отличить друг от друга по внешнему виду. Помимо того, что у них разные диаметры, поршни 2101 имеют гладкое днище, а у поршней 21011 на днище имеется цилиндрическая выемка диаметром 55 мм и глубиной 1,9 мм.
4.8.5.2 Подбор поршня к цилиндру
Поршень двигателя мод. 2106
| 1, 2 и 3 – плоскости измерения профиля юбки; 4 – утрированный профиль юбки в продольном сечении (перпендикулярно оси поршневого пальца) |
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории. Предупреждение
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Размеры диаметра юбки в мм
| A | 78,930 – 78,940 |
| B | 78,940 – 78,950 |
| C | 78,950 – 78,960 |
| D | 78,960 – 78,970 |
| E | 78,970 – 78,980 |
Для подбора поршня к любому цилиндру поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Поэтому в запасные части поставляются поршни только классов А, С, Е. Этих классов достаточно для подбора поршней к любому цилиндру
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
Разность большего и меньшего диаметров юбки поршня в поперечном сечении составляет 0,4 мм.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
При сборке двигателя необходимо обращать внимание на метки на поршнях: буква П или стрелка, показывающая правильное положение поршня в цилиндре, должны быть обращены к передней части двигателя.
При текущем ремонте в частично изношенные цилиндры, как правило, устанавливают поршни того же размера (нормального или ремонтного), какой имели поршни, работавшие ранее в данном двигателе. Однако желательно подобрать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня.
Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
В запасные части поршни поставляют как номинального, так и ремонтных размеров, с увеличенным диаметром юбки.
Номера ремонтных поршней и величина увеличения диаметра юбки
| Номер поршня | Увеличение диаметра |
| 21011-1004015-21 | +0,4 мм |
| 21011-1004015-22 | +0,4 мм |
На ремонтных поршнях двигателя мод. 2106 на днище выбиты наибольший диаметр юбки поршня, округленный до 0,01 мм, и его масса.
Размер поршневого пальца ваз 2101
Поршневой палец способен обеспечивать шарнирное соединение верхней головки шатуна и самого поршня. При условии работающего двигателя на поршневой палец воздействуют существенные переменные силы. Следственно, само изделие и отверстие под него сопрягаются с минимальным зазором, который обеспечивает смазку. В двигателях ВАЗ реализованы 2 типа шарнирного соединения по схеме «поршень-палец-шатун». Так в моделях 2101, 21011, 2105, 2108, 21083 установка пальца происходит в верхней головке шатуна с достаточно плотной посадкой, которая исключит всякое вращение. Если отверстие выполняется с расчетом на зазор, будет обеспеченно свободное вращение изделия.
Поршни и шатуны.ВАЗ-2103 — DRIVE2

Выпрессовка поршневого пальца.
Подбор поршня к цилиндру.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этого достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Также и к изношенным цилиндрам классов А и В может подойти поршень класса С.
Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки А.60308 выпрессуйте палец (рис. 2-32). Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены — они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр. Сборка. Перед сборкой подберите палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия рукой (рис. 2-33) и не выпадал, если держать поршень так как показано на рис. 2-34. Выпадающий палец замените другим, следующей категории. Если палец третьей категории выпадает из отверстия поршня, то замените поршень и повторите подбор пальца.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Для этого поместите шатуны на 15 мин в электропечь, нагретую до 240°С. Палец заранее приготовьте к сборке, надев его на валик приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3, закрепляемая винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном. Для правильного соединения пальца с шатуном запрессовывайте патец как можно скорее, так как шатун быстро охлаждается и после охлаждения изменить положение пальца будет невозможно. Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла (если оно имеется) на нижней головке шатуна (см. рис. 2-31). Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна (рис. 2-36) до упора запле-чика приспособления в поршень. Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-36). Тогда палец займет правильное положение. После остывания шатуна смажьте палец моторным маслом через отверстия в бобышках поршня. Смажьте моторным маслом канавки на поршне, поршневые кольца и у
Палец поршневой ВАЗ 21213, 2101-07, 2121, 2123 (синий, зеленый, красный)
Уважаемые покупатели, во избежание ошибок при отправке комплекта поршневых пальцев, в строке «Комментарий» указывайте модель и год выпуска вашего автомобиля, класс поршневого пальца (синий цвет — 1-й класс, зеленый цвет — 2-й класс, красный цвет — 3-й класс).
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа — шатун, поршень с кольцами , вкладыши скольшения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответсствующем техническом сотоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна . Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых). В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.